
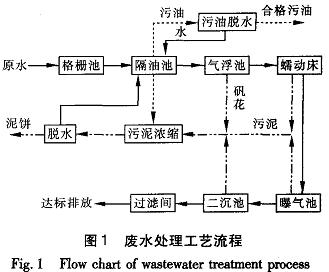
大多数表面活性剂属于难生物降解物质,若不经处理直接排入水体,将严重危害人类健康和生态平衡。目前含表面活性剂废水处理主要采用物理法(泡沫分离法、光催化氧化法、超声降解和膜过滤技术等)、化学法(化学絮凝法、化学氧化和离子交换法等)、生物法(活性污泥法和厌氧消化法)等。其中泡沫分离法具有工艺简单、操作简便、运行稳定、处理效果好等特点,但由于存在COD去除率较低、费用高等问题,因此常需要和其他工艺联用。某炼油公司废水处理站采用隔油/浮选(气浮一曝气)/生化曝气处理工艺,流程如图1所示。采用该工艺处理后出水各项指标均可达标,但由于废水具有很强的发泡性,生产运行过程中会间歇产生大量泡沫(生化曝气工段),生物处理效率低;此外,达标水在排放过程中遇到气流、水流等的搅动会间歇产生大量泡沫。针对此问题,经过调研及多方论证,采用泡沫分离一Fenton氧化联用技术成功地解决了出水排放过程中产生泡沫的问题。
1、废水成分及起泡原因分析
取处理站出口水样进行分析,其中1#水样为不起泡水样,2#、3#水样为起泡水样,且3#水样起泡高度超过2#水样。中等极性组分采用Agilent一6890/5973并对照“标准谱图”分析,正丁烷萃取的流量为0.9mL/min,进样量为1txL,分流比为50:1,升温程序为120℃保持1rain,以35/rain升至160℃,保持1min,再以20c《=/rain升至220oC,保持1min,最后以10℃/rain升至260℃,保持10rain。
阴离子表面活性剂定性及含量分析采用亚甲基蓝分光光度法(GB7494—87);COD测定采用重铬酸钾法;非离子表面活性剂定性及含量测定采用硫氰酸钴盐比色法。
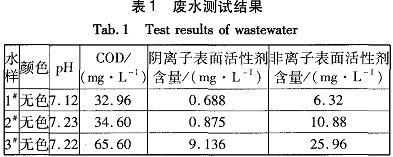
GC—MS分析结果显示,废水中除含有正构烷烃外,还含有冠醚和聚氧乙烯型非离子表面活性剂,硫氰酸钴盐比色法分析结果也证实了聚氧乙烯型非离子表面活性剂的存在,亚甲蓝分光光度法分析表明废水含有阴离子表面活性剂,其测定结果见表l。
为进一步分析废水在排放过程中产生泡沫的原因,采用十二烷基苯磺酸钠(SDBS)和聚氧乙烯月桂醚(Brij30)分别按3、5、6、7、8、9mg/I的浓度配成溶液进行发泡及泡沫稳定性试验,结果见表2。
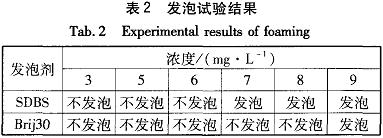
对照表1和表2可以推断,废水外排过程中产生泡沫的主要原因是存在难于生物降解的表面活性物质,且非离子表面活性剂含量过高。试验还发现SDBS产生的泡沫较细腻、稳定性较好,而Brij30所生成的泡沫稳定性相对较差。为解决废水在外排过程中产生泡沫的问题,只需将阴、非离子表面活性剂浓度分别降到7mg/L和9mg/L以下即可。
2废水处理工艺
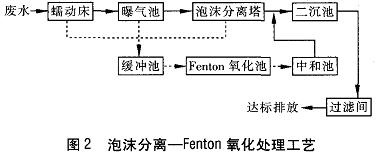
在实验室研究泡沫分离、Fenton氧化对阴、非离子表面活性剂去除效果的基础上,确定了泡沫分离一Fent0n氧化处理工艺,该工艺是在曝气池和二沉池之问增加泡沫分离一Fenton氧化装置,具体工艺流程如图2所示。
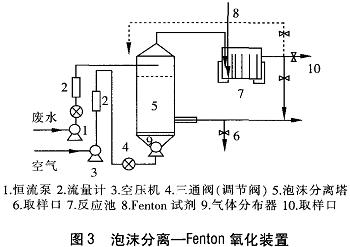
泡沫分离一Fenton氧化装置如图3所示。该装置根据生产情况间歇运行,处理量为t2013'1/d,气液比为19:1(体积比),废水停留时间为60rain,塔内液体高度为总高度的69%,缓冲池容积为2m。Fenton氧化处理装置有效容积为1m,液体呈环形流动,Fenton试剂用量为0.05mol/L(叼㈣,:叼F=1:50),pH值为3~4。
3运行效果
2008年~2009年利用该装置间歇运行处理含表面活性剂废水,运行结果见表3。
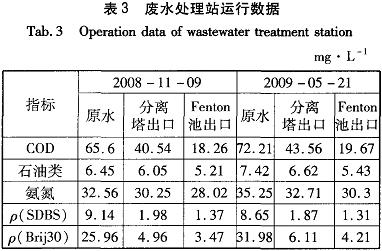
从表3可以看出,运行期间阴、非离子表面活性剂浓度可分别降到7m#L和9m#L以下,出水水质优于国家排放标准。对出水做连续鼓泡试验,结果无泡沫产生,成功解决了废水在排放过程中产生泡沫的问题。
4结论
泡沫分离一Fenton氧化技术能有效去除炼油厂废水中阴、非离子表面活性剂,可解决废水排放过程中产生泡沫的问题,且具有工艺简单、操作方便、处理效果好等优点。


























