
前言
选择性催化还原(SCR)法是目前广泛采用的去除NOx的有效方法之一。工业应用的催化剂大多反应温度为300-500℃,才能发挥催化剂的最佳活性,而采用低温(60-180℃)SCR催化剂能适应将SCR装置直接配置于电除尘之后,避免工业催化剂由于高温操作所必需的烟气预热能耗,又能减轻烟尘对催化剂的毒化作用,延长催化剂寿命。
蜂窝式脱硝催化剂的生产工艺中利用陶瓷化技术将具有脱硝活性的组分赋予一定的机械强度,使其能适应具有高灰分、烟气量大、高风速的工况[1]。目前,钛钨钒类蜂窝式脱硝催化剂基本采用600-615℃的煅烧工艺,但是实际上,根据组分的不同,不同金属之间的作用键的形成温度也是不同的[2]。本论文旨在探讨生产中不同煅烧温度对蜂窝催化剂性能的影响。
1 实验部分
1.1 催化剂制备工艺
本文中的18孔蜂窝式脱硝催化剂经过混炼(出料水分位28%,PH值为8.0),预挤出(水分28%),陈腐24小时,挤出(水分27.5%),一干燥168小时(由一干燥转移至二干燥时水分为3%),二干燥24小时(由二干燥转移至煅烧炉时水分≤2%),煅烧50小时,切割等工段。
催化剂原料包括钛钨粉、硬脂酸、乳酸、纸浆棉、玻璃纤维、羧甲基纤维素、聚氧化乙烯。
1.2 催化剂的物相结构表征在X-射线粉末衍射仪(德国Bruker D8-Advance型)上室温下进行,使用Cu Kα射线源(λ=0.15418),Ni滤波,工作电压为40kV,工作电流为40mA,扫描范围2θ为10-90°,步长为0.02°,扫描速度为10°/min,万特检测器检测。
1.3 催化剂比表面积测试使用的仪器是ASAP-2020型物理吸附仪(美国Micromeritics公司)。催化剂样品预先在-196℃下处理,然后进行测定。用BET公式和BJH模型计算样品的比表面积。
1.4 催化剂轴向和径向强度测试用的是QJ212C-100KN电子万能实验机(上海倾技仪器仪表有限公司),测试时催化剂需要切割成15cm*15cm*15cm。
1.5 催化剂脱硝实验
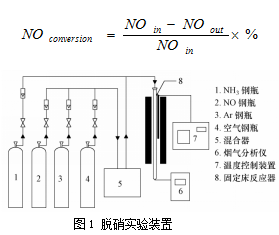
将成品15*15cm的催化剂切割成3.5*3.5cm的小块,SCR脱硝效率评价实验装置见图1。将3.5*3.5cm的蜂窝催化剂填入SCR反应器中。模拟电厂烟气成分体积分数含量:NO是670ppm、NH3是610ppm、O2是6.2%、SO2是100-160ppm、水是3%、平衡气体为99.999%高纯氮,烟气流量是1260ml.min-1,模拟烟气中的O2、NO、SO2等指标采用德国MRU公司的Vario Plus型烟气分析仪在线测量,利用TESTO350烟气分析仪对反应装置入口和出口处烟气的NO浓度进行分析。脱硝效率计算公式:
2 实验结果比较
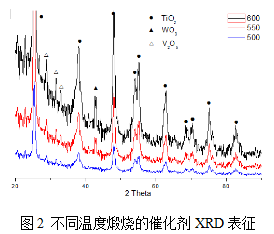
从图2中XRD的表征可以看出,500℃煅烧的催化剂没有WO3的峰,V2O3的峰很小,这是由于含量小的WO3和V2O3分散很均匀;而550℃和600℃煅烧出来的催化剂表面WO3和V2O3的峰很尖锐,说明在长时间高温下,WO3和V2O3发生了烧结团聚,晶粒变大导致的。此结论与图3中的扫描电镜是吻合的。
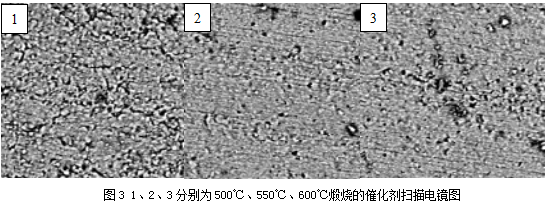
由图3可以看出,500℃对应的催化剂具有更好的表面孔结构,微孔细致,分布均匀,550℃对应的催化剂表面局部有少量的团聚,而600℃煅烧的催化剂表面团聚更严重。这种现象可能是由于500℃时,Ti和W以及V和W之间金属键作用已经形成,而且长时间的煅烧恰好将造孔剂燃烧挥发完全,再升高温度不仅会导致二氧化钛由锐钛型转向金红石型,导致比表面积的下降,也会造成钨等金属元素的烧结团聚,进而导致活性下降。[3-4]
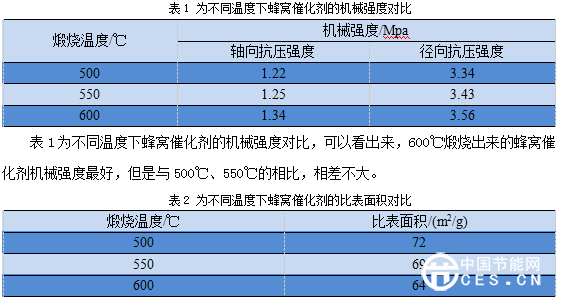
从比表面积也可以看出,500℃对应的催化剂比表面积比550℃和600℃的分别高4.3%和12.5%,虽然500℃对应的催化剂比表面积最大,但是三者相差很小。说明500-600℃之间,温度对催化剂物理特性影响很小。
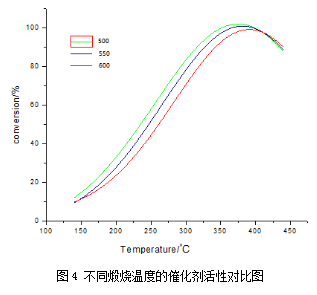
图4是不同煅烧温度的催化剂活性对比图,从前面XRD测试、比表面测试、扫描电镜结果可以看出500℃煅烧的催化剂具有更好的物理结构,在脱销活性评价中也得到了验证,500℃煅烧的催化剂具有最好的催化活性,烧结现象最严重的是600℃煅烧的催化剂,当然,其催化活性也是最差的。500℃煅烧的催化剂脱硝效率比550℃、600℃对应的催化剂分别高5%、8%。
3 总结
本文中通过对比得出,500℃煅烧的催化剂产品,表面微孔结构更细致均匀,比表面积比550℃和600℃的分别高4.3%和12.5%,可以达到72m2/g。150℃-270℃之间,相同烟气温度的工况下,500℃煅烧的催化剂脱硝效率比550℃、600℃对应的催化剂分别高5%、8%,且500℃对应的催化剂强力并未减少很多。此论文中的结果可以对实际生产起到指导意义。
作者:徐辉, 王光应, 刘江峰, 江厚兵, 李林朝


























