
对比了CASS工艺与SMBBR工艺处理发酵类制药废水的效果.结果表明,SMBBR工艺对TP、SS、色度的去除率较高,相比CASS工艺具有明显优势,但对NH3-N和COD的去除优势却不明显.SMBBR工艺对水质水量适应性强,动力消耗少,曝气量小,能耗较低,污泥处置费用低,无需设置回流.综合考虑,SMBBR工艺的处理效果不但略高于CASS工艺,而且运行维护费用更低、控制更加灵活、运行管理更为简单。
在过去的几十年中,随着我国经济的快速发展,环境污染问题也日益严重。伴随着人口增加、经济发展和城市化进程的加快,水资源短缺、水环境污染、水生态受损情况触目惊心,水安全正在成为新时期经济社会发展的基础性、全局性和战略性问题。
制药生产过程中产生的有机废水是公认的严重水环境污染源之一。我国制药工业存在着企业数量多、生产规模小、布局分散、原料投入大但产出小、污染突出的问题。从2008年起,我国开始实施《制药工业水污染物排放标准》(GB21908—2008)。该标准中的指标均比美国标准严格,例如:发酵类企业的COD、BOD和总氰化物排放标准均与欧盟标准接近,其中COD的排放限值降低到了120mg/L,而之前的限值是300mg/L,但多数企业排水均不能达到新的排放标准,即使能够达标排放,极高的运行处理费用也令企业运行举步维艰。因此寻找一种处理效果好、基建及运行费用合理的工艺已经成为制药废水处理迫在眉睫的任务。
笔者以制药废水中具有代表性的发酵类有机废水为研究对象,通过循环式活性污泥(CASS)工艺和特异性好氧移动床生物膜法(SMBBR)工艺对内蒙古某制药厂的发酵类制药废水进行处理,对比分析了两种工艺的各自特点以及对北方寒冷地区发酵类废水的处理效果。
1、两种工艺简介
CASS工艺流程:综合废水→调节池→一级水解酸化池→CASS池→二级水解酸化池→接触氧化池→二沉池→排水。
SMBBR工艺是基于移动床生物膜法(MBBR)的一种改进技术,其兼具传统流化床和生物接触氧化法两者的优点,选用特殊的SDC-03型生物载体作为填料,选用特定的具有很强的生命力和旺盛的繁殖能力,能适应各种不良的环境条件的高活性反硝化菌DNF409作为菌种,组合成SMBBR工艺。SMBBR通过曝气和水流的提升作用使填料处于流化状态,提高废水与悬浮填料的接触次数,延长反应时间且动力消耗极低。SMBBR工艺流程:综合废水→调节池→一级水解酸化池→单一SMBBR池→二级水解酸化池→接触氧化池→二沉池→排水。SMBBR工艺装置见图1。
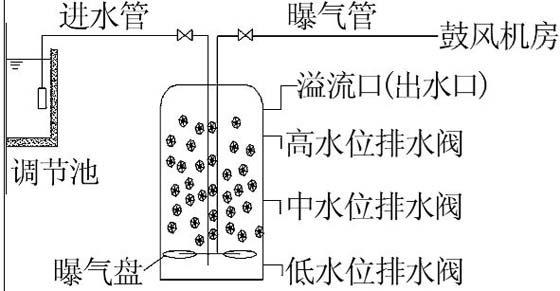
图1-SMBBR工艺装置
与CASS工艺相比,SMBBR工艺中单位容积反应器内微生物量为CASS工艺的5~20倍,处理能力强,对水质、水量、水温变动的适应性强;生物膜含水率比CASS池低,不会出现污泥膨胀现象,能保证出水悬浮物含量较低,运行管理方便;剩余污泥产量为CASS池的1/4,污泥处置费用低;食物链较长,生物膜内同时存在硝化与反硝化反应,所需空间少、占地省;COD负荷率高,空气氧利用率高,抗冲击负荷能力强,不需要设置回流,能耗较低。
2、实验方法
2.1原水水质
原水来自某生物制药有限公司,该公司的综合废水处理采用“调节池+一级水解酸化池+CASS池+二级水解酸化池+接触氧化池+二沉池”工艺,本试验用水取自该公司污水处理厂的一级水解酸化池出水,一级水解酸化池的进水是经过调节池和物理处理后的出水。该公司主要生产辅酶Q10,废水主要污染物为生物发酵剩余的营养物质、生物代谢产物等。原水的水质水量变化较大,其成分复杂,碳氮营养比例失调(氮源过剩),硫酸盐和悬浮物含量高,废水带有较重的颜色和气味,易产生泡沫,含有具有抑菌作用的难降解物质。原水水质情况见表1。
表1原水水质
| 项目 | COD /(mg˙L-1) |
NH3-N /(mg˙L-1) |
SS /(mg˙L-1) |
TP /(mg˙L-1) |
色度/倍 | pH | 温度/℃ |
| 数值 | 970~2000 | 310~370 | 270~630 | 37~50 | 150~200 | 7~8 | 22~26 |
| 均值 | 1185 | 333 | 384 | 41.27 | 179 | 7.71 | 24 |
2.2分析项目与测定方法
水质分析方法:COD、NH3-N、TN、TP、SS、色度均按文献]规定的方法进行测定。溶解氧、温度采用便携式溶氧仪测定,pH采用PB-S型pH计测定。
本实验经过近1个月的平行对比实验,并每隔5d取CASS池和SMBBR反应池出水进行测定,对CASS工艺和SMBBR工艺处理发酵类制药废水各污染物的去除效果进行分析。
3、结果分析与讨论
3.1、COD的去除效果对比
CASS工艺和SMBBR工艺对COD的去除效果对比见图2。
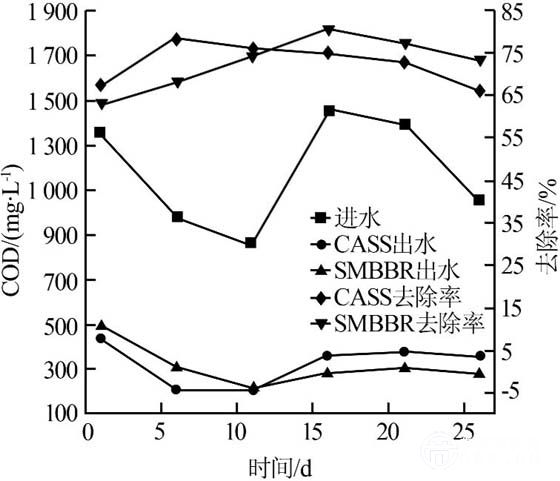
图2-CASS和SMBBR对COD的去除效果
从图2可以看出,进水的COD在970~1460mg/L,水质变化波动较大,随着反应的不断进行,CASS和SMBBR工艺对COD的去除率分别为65.88%~78.13%和63.12%~80.52%,平均去除率分别为72.54%和72.81%。两种工艺对COD的去除率相差不大,但是SMBBR在进水COD较高时其对应的去除率高于CASS工艺,主要是因为在SMBBR工艺中,加大水量时,生物填料依然能够保留大量的生物膜,使SMBBR系统的抗冲击性增强。
在前13d里CASS池的出水效果优于SMBBR工艺,分析原因是由于进水COD不断降低,SMBBR系统中微生物降解有机物的速率较小,其降解能力不能充分发挥所致。在实验后期,随着进水COD的不断增大,促进了SMBBR载体上的生物膜微生物的生长,提高了降解速率,故COD去除率得到了提高。和CASS工艺相比,SMBBR具有较高的COD负荷率,较高的空气氧利用率且微生物的食物链长等优势。
3.2、NH3-N的去除效果对比
CASS工艺和SMBBR工艺对NH3-N的去除效果对比见图3。
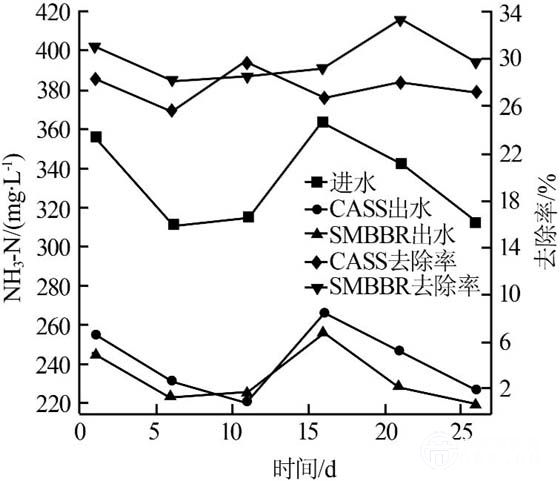
图3-CASS和SMBBR对NH3-N的去除效果
从图3可以看出,进水的NH3-N在310~370mg/L,CASS和SMBBR工艺对NH3-N的去除率分别为25.53%~29.77%和29.17%~33.3%,平均去除率分别为27.61%和29.96%。结果表明,SMBBR脱氮效果略好于CASS工艺。这两种工艺对NH3-N均有一定的去除效果,但是由于进水NH3-N较高,碳源不足,故二者对NH3-N的去除率并不是很高。稳定运行后,SMBBR出水的NH3-N始终保持在260mg/L以下,最低达到220mg/L。
与CASS工艺相比,废水与SMBBR填料上的生物膜接触得更加频繁,悬浮填料有利于硝化细菌的聚集,载体上含有丰富的高活性硝化菌和亚硝化菌,这些细菌极易吸附生长于SDC-03型载体表面,可避免因水力冲刷而流失,系统的生态结构在载体上保持着较稳定的动态平衡,故SMBBR工艺对NH3-N的去除率高于CASS工艺。但是在第11天时,CASS工艺的去除率高于SMBBR工艺,分析原因是由于随着反应的不断进行,SMBBR中填料的亲水性不断增强,填料呈现中间悬浮状态,动力消耗减少,曝气量相对减小,溶氧相对降低,较低的溶氧优先被活性更强的异养菌利用以降解有机物,而无法满足硝化菌进行硝化反应所需,直接导致出水的NH3-N较高,在重新调整曝气量后,出水的NH3-N有所降低。
3.3、TP的去除效果对比
CASS工艺和SMBBR工艺对TP的去除效果对比见图4。
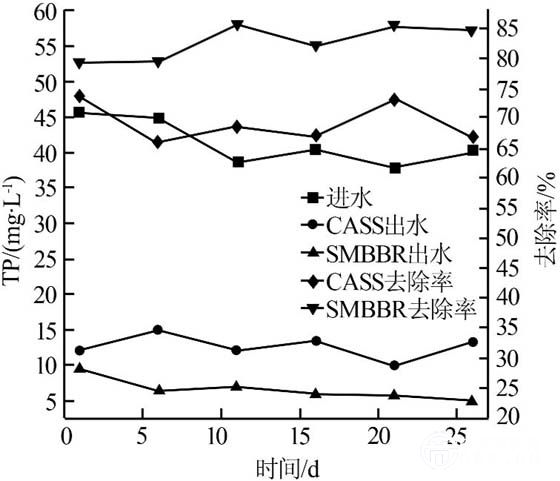
图4-CASS和SMBBR对TP的去除效果
从图4可以看出,进水的TP在37.65~45.76mg/L,随着反应的不断进行,CASS和SMBBR工艺对TP的去除率分别为66.09%~73.60%和79.14%~85.75%,平均去除率分别为69.27%和82.71%。从图中可以明显看出,SMBBR工艺对发酵类制药废水TP的去除效果优于CASS工艺。
分析原因是由于CASS反应池内可形成厌氧、缺氧、好氧交替的环境,具有一定的脱氮除磷功能,但是CASS池回流比的大小影响了释磷菌的数量和除磷的效果,反应器在运行过程中厌氧环境出现的时间很短,厌氧阶段并不明显,只是在沉淀阶段的后期或排水阶段出现了厌氧段,而且由于可利用的溶解性有机基质不足,使得聚磷菌没有完全释磷,而厌氧段的释磷量与好氧段的吸磷量具有良好的正相关性,从而使其在下一周期中的好氧阶段吸磷效果差。而SMBBR填料上附着生长的微生物为世代时间长、生长缓慢的细菌创造了良好的生长环境。
由于聚磷菌、硝化菌、反硝化菌及多种其他的微生物共同生长在一个系统内,SMBBR系统有良好的厌氧→缺氧→好氧这样的一个过程,能将聚磷微生物经过厌氧释磷后直接进入生化效率较高的好氧环境,聚磷菌在厌氧区形成的吸磷动力可以充分利用,填料上的微生物可以完整地经过厌氧→好氧环境并完成磷的厌氧释放和好氧吸收过程,使磷的去除率得以提高。正是由于这些特点,使SMBBR系统的除磷效果优于CASS系统,且抗TP冲击能力比CASS工艺更有优势。
3.4、色度的去除效果对比
CASS工艺和SMBBR工艺对色度的去除效果对比见图5。

图5-CASS和SMBBR工艺对色度的去除效果
发酵类制药废水色度较高,进水色度在150~200倍。CASS池出水色度在130~180倍,而SMBBR池出水色度在120~155倍,CASS工艺和SMBBR工艺对发酵类制药废水色度的平均去除率分别在12.45%和22.32%。对比之下,SMBBR工艺对色度的去除率高于CASS工艺。
分析原因是因为在SMBBR系统中废水与悬浮填料充分接触混合,含有发色基团的大分子污染物首先被截留并被填料上附着的生物膜吸附,进而在水解酸化菌的作用下得到降解脱色,这是物理吸附与生物降解的联合作用过程,由于SMBBR上的生物量较大,因此对色度的去除效果较稳定。
但是在第11天时,由于进水色度骤然降低,CASS池的去除率随进水色度的降低而相对有所提高,而SMBBR中由于SDC-03型填料亲水性的不断增强,相同的曝气量下对生物膜的冲刷作用相对增大,填料上的生物量有所波动,SMBBR的去除率有所下降。后期通过调节曝气量,使SMBBR的去除率趋于稳定。
3.5、SS的去除效果对比
CASS工艺和SMBBR工艺对SS的去除效果对比见图6。
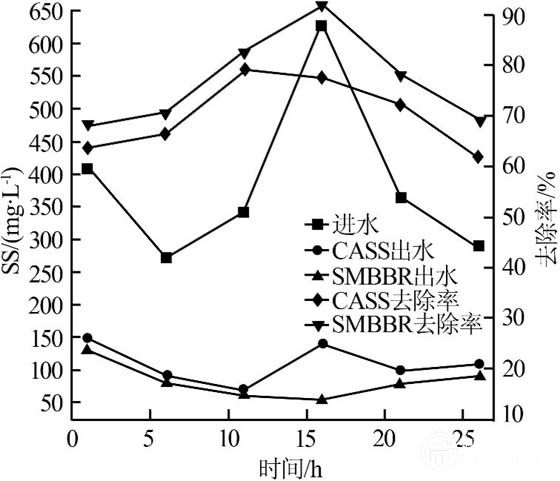
图6-CASS和SMBBR工艺对SS的去除效果
发酵类制药废水的特点之一是悬浮物含量高且随水质水量变化大。由于废水中SS主要为发酵的残余培养基和发酵产生的微生物菌体,故进水中SS含量随水质水量的变化波动较大,在270~630mg/L之间变化。而SMBBR工艺对SS的平均去除率为76.63%,高于CASS工艺的70.26%。
分析原因,一方面发酵类制药废水水质水量变化大,水力负荷较大,而在CASS系统中曝气量比较大,气流和水流对污泥颗粒物有很大的冲刷作用。CASS反应池中污泥质量浓度为3500~4500mg/L,比SMBBR系统高3~4倍,所以出水的SS较高。另一方面是由于SMBBR系统填料的截留作用、膜的吸附作用以及膜表面沉积层的筛滤、吸附作用可将有机物截留于反应器中并继续降解[13],使得SMBBR系统中的生物降解作用增强,SS的去除率高于CASS工艺。
4、结论
(1)通过SMBBR与CASS工艺的对比实验发现,SMBBR工艺对去除发酵废水中TP、色度、SS的优势更为明显,SMBBR工艺对TP、色度、SS的平均去除率比CASS工艺分别高出约14%、10%、7%左右。SMBBR对NH3-N的平均去除率为29.96%,对COD的去除率为72.81%,相比于CASS工艺的27.61%和72.54%无明显优势,但抗冲击能力较强,出水相对稳定。
(2)SMBBR反应器相比于CASS反应器的优势在于:微生物量大,对水质水量适应性强;生物膜含水率比活性污泥低,剩余污泥少,无污泥膨胀现象,污泥处置费用低;无需设置回流,悬浮填料动力消耗少,曝气量小,能耗较低。综合考虑,SMBBR工艺的处理效果不但略高于CASS工艺,而且控制更加灵活、运行管理更为简单。
(3)在北方地区,相同运行参数下处理发酵类制药废水,SMBBR工艺效果优于CASS工艺。SMBBR工艺中悬浮填料对细菌的聚集作用比较明显。


























