一.粉煤加压气化技术背景
“九五”期间华东理工大学、兖矿鲁南化肥厂(水煤浆气化及煤化工国家工程研究中心)、中国天辰化学工程公司圆满完成了国家“九五”科技攻关项目“新型(多喷嘴对置)水煤浆气化炉开发”,在兖矿鲁南化肥厂建成国内首套具有自主知识产权的水煤浆气化炉及中试装置,并取得突破性成果。
依托已有多喷嘴对置式中试气化炉(内衬耐火砖),上述三家单位又共同承担了国家“十五”科技攻关计划课题“粉煤加压气化制合成气新技术研究与开发”,建设具有自主知识产权的粉煤加压气化中试装置。装置处理能力为15~45 吨煤/
天,操作压力2.0~2.5Mpa,操作温度1300~1400℃。
该课题于 2001 年年底启动,2002 年10 月完成研究开发阶段中期评估,中试装置进入设计施工阶段。2004 年7 月装置正式投运,首次在国内展示了粉煤加压气化技术的运行结果,填补了国内空白,技术指标达到国际先进水平。中试装置于2004 年12 月6 日至9 日顺利通过科技部组织的现场72 小时运行专家考核,2004 年12 月21 日于北京通过科技部主持的课题专家验收。同年,该成果入选 2004 年度煤炭工业十大科学技术成果。
2005 年6 月15 日在该中试装置上成功运行了以CO2为输送介质的粉煤加压气化,取得了宝贵的运行数据。迄今为止,以CO2 为输送介质的粉煤加压气化数据国际上未见报道。2005 年年底,在该装置上进行了褐煤的干燥与输送研究,为拓宽该技术的煤种适用性获得了具有参考价值的数据。
目前,上述三家单位合作,开发水冷壁气化炉,中试装置将于 2006 年年底建成并运行。将于“十一五”期间,实现自主产权粉煤加压气化技术工业化。
二.粉煤加压气化技术特点与难点
气流床煤气化是当今国际上最先进的煤气化技术之一,与水煤浆气化技术相比,粉煤气流床加压气化技术具有煤种适应性广、原料消耗低、碳转化率高、冷煤气效率高等技术优势,有更强的市场竞争力。但是,目前我国还没有该技术的应用经历,正在建设和已经签约的十多个粉煤加压气化项目都是引进Shell 专利技术,花费了大量外汇。所以该粉煤加压气化中试装置的建设和运行,在国内具有开创性作用,在我国煤气化技术发展史上具有重要的影响意义。该技术的主要特点和难点:
与水煤浆加压气化相比,粉煤加压气化氧耗低、煤耗低,有效气(CO+H2)成分高,碳转化率高。
粉煤加压气化的核心技术是煤粉在高压、密相条件下稳定、可控输送。经过数年实验研究和中试检验,已掌握了稳定调控煤粉流量的关键技术。
用于粉煤高压密相输送的设备、管道、阀门、仪表、测量仪器等为国内首次尝试,在材质、结构和性能等方面历经了探索与考验,积累了宝贵经验。
粉体与气化系统的安全性是粉煤加压气化技术的重要问题。在科学认识与合理把握下,经过实践探索,掌握了一整套粉煤加压气化装置安全、稳妥运行的控制与操作方法。
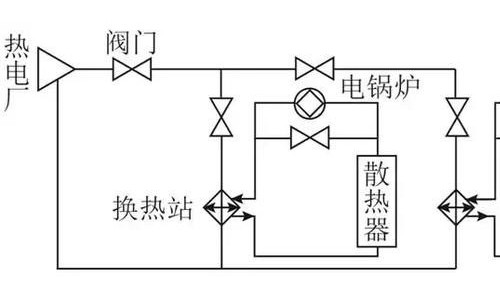
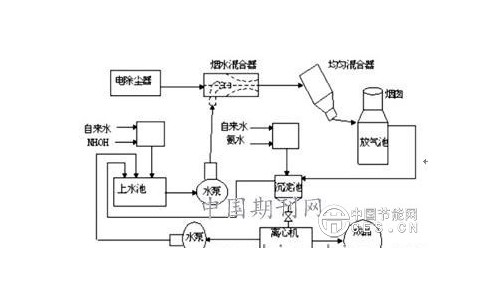
三. 中试装置流程及运行情况
1、流程
原煤除杂后送入磨煤机破碎,同时由经过加热的低压氮气将其干燥,制备出合格煤粉存于料仓中。加热用低压氮气大部分可循环使用。料仓中的煤粉先后在低压氮气和高压氮气的输送下,通过气化喷嘴进入气化炉。气化剂氧气、蒸汽也通过气化喷嘴进入气化炉,并在高温高压下与煤粉进行气化反应。出气化炉的高温合成气经激冷、洗涤后并入造气车间合成气管线。熔融灰渣在气化炉激冷室中被激冷固化,经锁斗收集,定期排放。洗涤塔出来的黑水经过二级闪蒸,水蒸汽及一部分溶解在黑水中的酸性气CO2、H2S 等被迅速闪蒸出来,闪蒸气经冷凝、分离后与气化分厂生产系统的酸性气一并处理,闪蒸黑水经换热器冷却后排入地沟,送气化分厂生产装置的污水处理系统。