
富氧、纯氧助燃及全氧燃烧技术是在以重油、煤、天然气等为主要能源的玻璃窑炉中,供入附加的氧气使熔窑内特定区域的氧含量高于21 %,并使之燃烧。我们知道, 燃料燃烧时必须有氧参与。所谓富氧、纯氧助燃就是增加空气中的氧浓度。这样,燃料与高浓度氧气混合后充分燃烧, 而助燃空气中的惰性气体氮含量减少, 相应的烟气量也就少, 从而也降低排出烟气带走的热损失,国家建材局蚌埠玻璃工业设计研究院的左泽方和陈晓红专家在1999年第3期的《玻璃与搪瓷》杂志上称富氧、纯氧助燃技术是玻璃熔化技术的第二次革命。
方法:
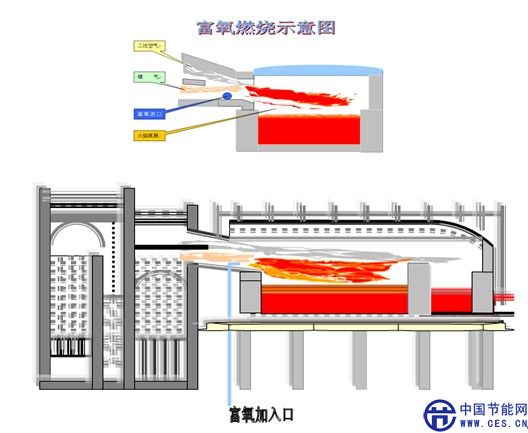
一、 富氧局部助燃技术
富氧喷嘴安装在燃料喷枪和玻璃液面之间,以一定的速度和角度将富氧气体喷入熔窑内,冲击火焰下部,使之充分燃烧,并将火焰中心下移,同时,在熔窑内形成了一个不对称的火焰:即有一个垂直的温度梯度,在靠近玻璃液的一侧形成了一个高温带,使火焰下部增加向玻璃液的对流和热辐射,而在靠近窑碹一侧的温度并不升高反而降低,使窑大碹免受由此带来的侵蚀加重。同时,由于火焰增强,火焰变短,可防止在蓄热室内燃烧,并有助于熔窑温度分布的控制。氧气出口速度一般为61一122m/s, 喷嘴角度大致在5-50°氧气喷嘴安装在喷枪5-20cm处,具体距离需要依据现场火焰情况调节,火焰内部垂直的温度梯度随着这一距离的变化而不同。距离过大或过小都不够理想。过大时, 氧气与燃料间的接触面也就少, 而与窑内其它残余气体的混合程度相应增富氧局部助燃最关键的参数是氧气喷管与喷枪之间的距离。依据能信节能科技的经验,氧大, 致使火焰温度低,富氧效果差, 距离过小时, 其结果接近于整体增氧, 局部富氧的效果不仅体现不出来,反而会造成窑顶温度高, 窑暄寿命短。
富氧局部助燃系统组成:
能信节能科技的富氧助燃系统由制氧设备、换向系统、预热系统、富氧喷嘴构成。
1.换向系统与燃枪的换向系统同步,分气动和电动两种。
2.预热系统是利用玻璃熔窑大碹、蓄热室四周或上部散发出来的废热对富氧空气进行预热。
3.富氧喷嘴是富氧局部助燃系统能否成功的关键,它安装在熔窑燃料喷枪的下面,材质选用1铬18镍9钛耐热钢管,前端做成扁平型,与管道的连接采取“环接触紧配合”的连接方法,这种方法可以任意调节喷嘴上下左右的角度,以便进行优化调节。
特点:
1. 富氧喷嘴加入的角度、富氧、空气喷入的速度对此技术的应用起到了关键性的作用。
2. 耗氧量低,降低投资成本,投资收益比高。
3. 最适合无氧源的各种玻璃窑使用。
4. 可以不停窑进行安装。
1. 富氧喷嘴加入的角度、富氧、空气喷入的速度对此技术的应用起到了关键性的作用。
2. 耗氧量低,降低投资成本,投资收益比高。
3. 最适合无氧源的各种玻璃窑使用。
4. 可以不停窑进行安装。
二、玻璃窑纯氧助燃及全氧燃烧技术(主要适用于横火焰玻璃窑及浮法线)
整个全氧燃烧系统由制氧机、全氧燃烧器,预组装燃气管路, 预组装氧气管路,和预接线控制柜组成。
全氧燃烧器选择使用具有89 年专业从事燃烧设备悠久历史的美国MAXON 公全氧燃烧器选择使用具有89 年专业从事燃烧设备悠久历史的美国MAXON 公司的OXYTHERM-LE®系列全氧燃烧器,此系列的氧枪为美国MAXON 公司与美国CORNING 康宁公司在1983 年专门为玻璃熔窑联合开发的全氧燃烧器。在过去20年里,在全球各大玻璃厂已广泛成功使用。OXYTHERM-LE® 的最大优点为MAXON研发的”STAGED OXYGEN” 分段供氧燃烧专利技术, 此技术的使用大幅度降低了烟气里NOx 的排放高达70% 。燃烧器可使用燃油或燃气, 燃烧器的调节比可达 5:1,火焰体积大,亮度高,刚性强防止火焰上扬, OXYTHERM-LE® 氧枪的特点还包括不需要使用任何工具就可轻便快速拆卸与安装烧嘴, 对于使用多种燃料的系统, 燃气与燃油烧嘴的切换能在更短时间内完成。在所有管路系统上都选择使用进口安全关断阀,安全关断阀带有电动执行机构能在紧急情况下瞬间(少过1 秒)关断燃料及氧气的供应,确保系统的最高安全。高精度的金属密封结构防止泄漏,可连续无故障工作1,000,000 次, 升降式的开关动作使阀门具有自清洁的功能, 直通式的阀体与阀芯结构让阀门有最大的流量系数, 并且流体通过阀门的压降极小。针对氧气和燃气的流量控制要求,氧气和燃气管路上所需的流量控制阀门采用高精度智能型流量控制阀,每一个阀门都是连续可调的, 且调节精度达0.1 度;通过精确的,可再现的流量控制以实现最佳燃料的燃烧效率,并满足严格的排放标准;减少燃料和氧气的浪费。
预组装燃气管路, 预组装氧气管路在工厂组装完备,整机一体化设备,经过压力测试,现场可以管路连接即可使用。
应用方式:
1.“0”号小炉纯氧助燃技术
由传热学理论可知,配合料在玻璃熔窑内熔化获得能量的主要途径是来自窑内燃烧火焰的辐射热。由于配合料的黑度比玻璃液的黑度大得多,即配合料的吸热能力比玻璃液的吸热能力大,在L吊墙和1号小炉间增加一对“0”号小炉全氧喷枪。这样就有效地增加了配合料上方的热负荷,而不至于产生熔窑内衬温度的显著升高。 在玻璃熔窑上增设一对全氧喷枪后,不仅能达到增产增效、节能降耗、改善玻璃质量的目的,而且在一定程度上还能延长玻璃窑炉的寿命,;增设一对全氧喷枪后,高压热气流对窑体的整体冲刷侵蚀相对减缓;而用于熔化配合料的有效热量显著增加,可能加剧窑体侵蚀的热量也就相应降低;同时配合料的快速熔化减少了配合料的飞料,从而为延长熔窑使用寿命提供了保证;减少粉尘、烟尘的排放约20%,减少蓄热室格子体堵塞;全氧辅助燃烧系统与原有空气燃烧系统相互独立,操作灵活。
2.玻璃窑全氧燃烧
助燃空气全部利用90%以上的氧气参与燃烧称为全氧燃烧,燃料与O2的混合燃烧,由于没有大量N2参与,所以混合快、燃烧反应速度快。对氧枪的布置除一般要求(如符合温度制度、温度均匀性和火焰覆盖面)外,特别要优化空间气流流型,也就是要做到:一、延长烟气停留在火焰空间的时间,全氧窑火焰空间内烟气停留时间希望延长到25小时~30小时,停留时间长短与空间大小、窑顶结构、排烟口大小和排烟速度等因素有关;二、减轻对窑顶和胸墙的冲蚀;三、不会引起局部过热,尤其是对料粉的局部过热,它会加强粉料溢出和挥发;四、氧枪在窑上布置要合理,根据分区供给熔化所需的热量,确保窑宽上的温度均匀性;五、氧枪在窑上可作错位排列或顺排,窑体死角处要增设补充氧枪。由于燃烧方式的改变,整个窑炉的工况也发生了巨大的变化,因此在窑炉的设计上需要做出相应的优化调整。
1)全氧燃烧的窑炉和空气燃烧的窑炉对比:
产品:显像管玻壳,燃料:天然气
产品:显像管玻壳,燃料:天然气

您的收益:
① 节约燃料7-30%
② 提高熔化率和产量
③ 提高熔窑的热效率
④ 改善玻璃液的热均匀性,优化玻璃的质量
⑤ 减少CO、废气和尘埃的排放量
⑥ 熔窑维修方便
⑦ 熔窑使用周期可适当延长,冷修时间比较短
⑧ 显著地减少NOX排放量



























