长沙千秋节能科技有限公司是在原湖南省节能中心所属的湖南长新能 源环保有限公司人员基础上成立的一家专门从事节能、环保的集科、工、贸一体的高科技公司。公司注册资金1000万元,现拥有员工120余人,其中高级职称 18人,中级职称20人,熟练技术工人60余人。工程技术人员均来自于各大学院校、锅炉厂、火电厂及工程生产一线,具有扎实的理论功底及丰富的锅炉改造工 程实践经验。
公司技术力量雄厚,清华大学热能工程系是公司的主要技术合作单位,并与国内外有关研究单位合作。聘请了清华大学著名的燃烧学专家、中国第一台流化床锅炉设计者、享受国务院特殊贡献津贴专家曹柏林教授,聘请了全国著名节能专家、湖南省节能技术服务中心技术顾问、高级工程师、全国节能监测管理中心高级技术顾问、中南大学兼职教授、研究生导师何相助教授为公司的高级技术顾问。 通过多年的研究实践,开发了具有技术创新、自主知识产权具有国际先进水平的高、低混合流速循环流化床锅炉专利技术(专利号:ZL02223608.2)、 复合循环流化床锅炉专利技术(专利号ZL02223609.0)及生物质锅炉风动联合炉排专利技术(专利号200820069146.1),研究的复合燃 烧机专利技术(专利号ZL200610031202.8)产品与传统的风扇磨相比,自耗电降低70%,叶片寿命提高三倍,以上四大专利技术已推广到全国 20多省市,数百家企业。公司还开发了流化床锅炉配套的可拆式多管分离器,组合式风帽,热电偶保护套,耐热、耐磨防磨瓦等配套产品。 公司现已改造不同型号不同炉型、不同吨位的锅炉100余台,遍布在全国22个省市。在国家经贸委节能信息传播中心编的《工业燃烧锅炉节能指南》一书中,推 荐拥有链条炉改循环流化床锅炉的单位排列中,清华大学第一,湖南省节能中心第二。现改造了的快装炉(2T/H)为循环流化床锅炉是改造锅炉中最小的流化 床,也改造了煤粉炉(130 T/H)为循环流化床锅炉,是目前我国的改造锅炉中最大的循环流化床锅炉。其中,与清华大学热能工程系合作开发的130 T/H内置水冷分离器高低混合流速循环流化床锅炉燃用煤矸石及洗煤泥,飞灰含碳量从改造前的30%—40%降低到2%—7%,改造的45T/H内置水冷分 离器高低混合流速循环流化床锅炉燃用烟煤掺烧链条炉灰飞灰含碳量在2%—5%,燃用无烟煤的240 T/H循环流化床锅炉改造已在设计中。 公司与长沙锅炉厂、湘潭锅炉厂、江西锅炉厂、江南锅炉厂、无锡鑫仁锅炉有限公司等国内多家具有A级锅炉制造资质及A级锅炉部件制造资质的锅炉制造厂家有长期的业务合作关系,拥有2t/h—240t/h循环流化床锅炉的设计、制造、安装、调试、培训及工程总包能力。
二、国内外循环流化床锅炉发展概况
循环流化床锅炉是在常规流化床锅炉的基础上加上飞灰循环燃烧而发展起来的。因此要了解什么是循环流化床锅炉必须先了解什么是流化床锅炉,从固体粒子流态化 过程来看,从固定床(煤粒在炉蓖上静止不动,即层燃炉)开始,随着风量的增加,即空筒流速(通常叫表观流速或流化速度)的增加→细粒在煤层表面流化,是为 细粒流态化→炉蓖上开始产生气包,是称鼓泡流态化(即常规流化床,又名鼓泡流化床或沸腾床,此时的沸腾床有明显的上界面)→湍流流态化(湍流流化床,此时 气泡变细狭窄状,波动振幅增大,上界面已不甚清晰)→快速流态化(高速流化床,此时的流化床内已无气泡,也无上界面,颗粒聚合成絮团状粒子束,粒子束不断 形成与解体,形成强烈的固体返混,此时煤粒与气流的相对速度达最大,因此大大强化了燃烧与传热)→气力输送(即煤粉燃烧,此时煤粉与气流间的相对速度近于 零,即已无相对速度)。 经典的循环流化床锅炉的炉内流态化工况应为高速流化床工况,故严格而言,循环流化床锅炉不仅是在炉膛出口处加一个分离器收集部分飞灰返回炉膛燃烧而已,而 是其炉内流态化工况应属于高速流化床工况,但实际存在的循环流化床其下部浓相区为鼓泡流化床或湍流床,上部稀相区为高速流化床。但国内有相当数量的流化床 锅炉仅是在鼓泡流化床炉膛出口加一个分离器收集部分飞灰返回炉膛燃烧(即其上部稀相区未达高速流化床工况),现也称为循环床。 循环流化床锅炉的优缺点 优点:
①燃料适应性广——几乎可燃用各种优、劣质燃料。如优、劣质烟煤(包括高硫煤),无烟煤,泥煤,煤泥,矸石,炉渣,油焦,焦炭,生活垃圾,生物质废料等等。
②燃烧效率高——对无烟煤可达97%,对其他煤可达98~99.5%,可与煤粉燃烧相竞争。
③环保性能好
a)炉内可直接加石灰石脱硫,成本低,脱硫效率高,当Ca/S比为1.5~2.5时,脱硫效率可达85%~90%,石灰石循环利用,其利用率比常规流化床提高近一倍。
b)分段送风,低温燃烧,NOx排放量低(~120ppm),即为煤粉炉排放量的1/3~1/4。
④燃烧强度高,床面积小,给煤点少,利于大型化。
⑤负荷调节范围大(110~25%),调节速度可快,利于调峰。也可压火。
⑥燃料仅需破碎到10mm以下,无需磨煤制粉系统。缺点: 高循环倍率流化床锅炉的炉膛高大,初投资大;分离循环系统复杂,自身电耗大;循环灰浓度大,受热面磨损大等。 我国在上世纪80年代初开始研究开发循环流化床燃烧技术,与西方国家不同,原我国发展循环流化床锅炉的主要目的是解决劣质煤的应用问题。近年来,我国环保 要求日益严格,再加上煤价上涨,煤质变化大,大量中、小型(130t/h以下)层燃炉与煤粉炉要求进行技术改造等原因,大大地促进了循环流化床锅炉技术的 发展。循环流化床锅炉已成为目前工业锅炉、中、小型热电厂及大型电站的优选技术之一。 上世纪80年代以来,我国循环流化床锅炉数量和单台容量逐渐增加,几乎D级以上的锅炉厂无一不在生产循环流化床锅炉。容量从4、6、8、10、12、 15、20、25、30、35、50、65、75、90、130、220、400、410到670吨/时。据不完全统计,现有2000余台35~670吨 /时循环流化床锅炉在运行、安装、制造或订货。平均单台炉容量从37.40吨/时上升到106.80吨/时,蒸汽参数从低压、次中压、中压、高压到超高 压。有关研究机关和高校正在研制、开发超临界参数的600~800MW的循环流化床锅炉,来满足我国大型电站的迫切需求。 已投入运行的循环流化床锅炉已2000余台,其中大于410吨/时的100余台,无论总容量或台数均已超过了除我国大陆以外的全世界循环流化床锅炉的总和。 但是,目前的循环流化床锅炉派系林立,种类繁多,热效率参差不齐,高的达到88%—90%,低的不到65%,飞灰含碳量高的40%以上,低的不到5%,稳 定运行周期不确定,有的能连续运行3000小时以上,有的不到200小时,送风机的电耗,高的达到12kWH/吨汽,低的不足6kWH/吨汽,有的厂家新 上或改造为循环流化床锅炉后,给企业带到了巨大的经济效益,有的企业新上或改造循环流化床锅炉后带来了灾难性的损失,分析原因,主要有以下几个方面: 1、热效率问题 提高循环流化床锅炉热效率必须满足三大基本条件:一是有足够的有效容积,二是分离效率,三是分离返料温度。 (1)有效容积 布风板小孔中心线至炉膛出口中心线的容积为炉膛容积,炉膛容积与烟气在炉膛内的停留时间有一定的关系,如果1吨蒸汽炉膛容积为1m3,则对应的烟气停留时间约为0.7s。 对于烟煤来说,850℃以上的炉膛容积为有效容积,对于无烟煤来说,930℃以上的容积为有效容积。要想提高锅炉效率,对于烟煤来说,有效容积要大于5.5m3/吨汽以上,对于无烟煤来说,有效容积要大于6m3/吨汽以上。 各类型的循环流化床锅炉,烟气在炉内的停留时间不一样,有的不到2秒,有的5秒以上,换句话说,炉内的有效容积(即燃用烟煤850℃以上的容积,燃用无烟煤930℃以上的容积)有的不足3m3/吨汽,有的高达5.5m3/吨汽以上,虽然有的容积高达5 m3/吨汽以上,但炉内温度偏低,有效容积太小,有部分锅炉的过热器为屏式的,占用了大部分容积,且炉膛温度过高,导致过热蒸汽温度超温,为保证过热器温度,不得不牺牲炉膛有效容积。另外,由于小于0.1mm的煤粒,相当部分分离器无法捕捉下来,只有靠一次性在炉内燃烬,而炉膛有效容积太小,细灰在炉内难以燃烬,导致热效率低,飞灰含碳量高。炉膛有效容积除设计原因外,燃用煤种也可以导致有效容积的变化,当<1mm的煤粒增多时,悬浮段温度过高,密相区的温度偏低,当<1mm的煤粒过少时,悬浮段温度偏低,也导致炉膛有效容积减少。对于高速床而言,炉内温度主要靠循环量来调节,因此,煤的颗粒变化对高速床影响较小,对低速床影响较大。 (2)分离器的位置及分离效率 高温分离器分离下来的飞灰直接进入炉膛,易着火燃烬,但高温分离器材质要求高,中温分离器材质易解决,但对燃烬不利。分离器的效率也直接影响了热效率。分 离器的效率高,但阻力大,电耗高。如何平衡考虑,也是循环流化床的一个设计问题。惯性分离器如平面流、百叶窗、槽型分离器,结构简单阻力小,但一般来说分 离效率不到40%,离心分离器如旋风上排气,旋风下排气,旋风多管分离器结构复杂,阻力大,一般为800—1000Pa,但分离效率都在95%以上。 (3)飞灰燃烬 碳的燃烬必须具备三个条件:充分的氧进行反应、温度和停留时间。虽然有了足够的有效容积,延长了停留时间,有相应的温度,但在飞灰燃烬过程中,由于碳粒子 周围形成了一定的灰壳,外面的氧很难与碳粒子接触发生反应,同样使得难以燃烬,因此,在有效容积的范围内,必须有气流扰动,打破其灰壳,才能使得碳与氧发 生良好的反应,如具有旋风高温分离的流化床,由于气流的旋转,切向运动切割,打破了灰壳,碳粒子能很好的与氧接触发生反应,所以飞灰含碳量低。在有效容积 范围内,没有气流扰动的,尽管有足够的温度与时间,飞灰含碳量也难以下降到极限。 2、负荷问题 低速床的埋管受热量的吸热量占了整个蒸发吸热量的40%,所以,带埋管的低速床只要各参数如炉膛各截面的温度达到设计要求,负荷一般都能保证,并具有一定的超负荷能力。 对于高速床而言,由于整个蒸发受热面,主要靠炉内辐射,它的传热系数一是靠炉内的温度,二是靠飞灰的浓度,温度高,传热系数大,负荷高。如果燃用低热值的 燃料(发热量在2000大卡/公斤以下)时,为了维持高温,必须覆盖一部分受热面。这样,虽然提高了传热系数,但减少受热面,炉膛必须有相当大的空间,否 则难以达到满负荷。现也有人在炉膛出口增设对流管,来增加受热面,达到满负荷的目的,这也是一个可取的办法。另一方面,如果煤的灰分在20%以下时,发热 量高,但由于灰量少,循环量少,也直接影响了传热系数,使之负荷下降。 3、磨损问题 高速床虽然没有严格的稀相区与密相区之分,但下面颗粒粗、飞灰浓度大、流化速度高、循环倍率高,磨损严重。低速床有明显的稀相区与密相区之分,密相区的磨损比稀相区严重。总的来说,高速床磨损比低速床明显严重。 高速床没有埋管,不存在埋管磨损,但水冷壁管磨损严重。 低速床有埋管,但只要控制好穿过埋管的烟气流速,并采取有效的防磨措施,就可以保证其寿命达到4年以上。 过热器、省煤器主要靠合理选择烟气流速,如烟气流速选择适当,过热器寿命可大于10年,省煤器寿命可大于5年。分离器在过热器之前,过热器磨损较轻,否 则,磨损加剧。另一方面,要特别注意烟气偏流问题,即使烟气流速选择合适,但由于烟气偏流,造成局部流速过高,也同样会影响过热器、省煤器的寿命。
⑦灰渣可综合利用,减少环境污染。因其低温燃烧,灰渣可保持活性,可制作水泥,提炼稀有金属(硒、锗)等。
三、改造目的
1、原锅炉存在的问题 (1)锅炉出力严重不足,锅炉实际最大出力只有50—55T/H,只相当于一台50T/H的循环流化床锅炉,达不到额定负荷,影响生产。 (2)主蒸汽温度达不到额定温度。 (3)水冷壁管磨损严重,经常爆管,严重影响锅炉的安全稳定运行。 (4)过热器磨损严重,寿命较短,需要经常采取喷涂防磨。 (5)省煤器磨损严重,寿命较短,需要经常采取喷涂防磨。 (6)飞灰含碳量较高,锅炉热效率较低,影响锅炉运行的经济性。 2、原因分析 (1)原75T/H循环流化床锅炉××锅炉厂上世纪九十年代设计制造的锅炉产品,采用的是高速床、百叶窗高温分离器加低温旋风分离器两级分离两级回送的技术路线,是循环流化床锅炉发展早期的技术,现在已经属于落后淘汰技术。 (2)百叶窗高温分离器的分离效率较低,一般不到40%,只能对循环灰 中部分粒径大于500μm粗颗粒进行分离,小于500μm的细颗粒只能通过布置于省煤器后的旋风分离器进行分离,这样过热器、省煤器就处于灰循环回路中, 灰浓度较高,过热器省煤器磨损严重,如旋风分离器分离效率越高,循环倍率越大,则过热器、省煤器磨损越严重。如过热器、省煤器处烟气流速选取不当,烟气流 速过高,以及可能产生烟气偏流的影响,会进一步加重过热器的磨损。 (3)按炉膛平均温度900℃计算,原锅炉有效容积仅为4.8m3,即烟气停留时间不足3.4秒,没有足够的燃烧时间及空间,使燃煤中分离器不能分离的颗粒在通过炉膛时不能一次性燃烧完全,造成飞灰含碳量较高,锅炉热效率下降,锅炉运行经济性较差。 (4)由于高温百叶窗分离器分离效率较低,因此分离器系统性能主要靠布置于低温区的旋风分离器来承担。低温分离返料温度不足300℃,返回炉膛后需重新加热到至少800℃后才能重新燃烧,使循环灰在炉膛内的有效燃烧时间缩短,大大影响了返料灰的循环燃烧效果,难于燃烧完全,造成飞灰含碳量较高。 (5)由于原锅炉设计给水温度为150℃,而实际运行给水温度为104℃,造成省煤器受热面积匹配不合适,相对较少,影响锅炉出力。 (6)实际运行煤种与设计煤种偏离较大或粒度严重偏离设计粒度也会影响锅炉运行参数偏离设计值。 3、本次改造的目的 本次改造的目的是增加锅炉出力至75T/H,并有不低于10%的超负荷能力,改变原设计煤种为现有运行煤种,提高锅炉热效率,降低运行煤耗,减轻锅炉的磨损,延长锅炉的使用寿命,从而实现锅炉的长期、高效、稳定、低磨损运行,达到节能减排,科学发展的目的。
四、本次改造的技术方案
本次锅炉改造本着长期、稳定、高效、低磨损的原则,采用高低混合流速循环流化床锅炉专利技术,内置高温水冷分离器,单级分离单级返料。最大限度充分利用锅炉原有汽包、构架,保持锅炉原有高度、宽度、深度方向外形尺寸不变。 1、本方案技术特点 采用高低混合流速循环流化床锅炉专利技术,专利号:02223608.2。 (1)采用高、低混合流速循环流化床燃烧方式,锅炉的有效容积大,燃烧完全,热效率高,磨损轻 锅炉采用高低混合流速循环流化床结构设计,使锅炉900℃以上的有效容积达435m3,平均吨汽有效容积达5.8 m3,烟气停留时间达4.1s,使分离器不能分离的粒径小于80μm的细煤粉颗粒通过炉膛一次性燃烧完全,飞灰含碳量低,热效率高,热效率可达90%以 上。 锅炉上部为高流速,烟气流速为4m/s,携带能力强,分离效率高;下部为低速床,烟气流速为3.5m/s。 由于炉膛内的灰浓度随高度增加成降低趋势,在炉膛的下部灰浓度较大,在此处采用较低的烟气流速,即使在没有任何防磨措施的情况下也可以有效防止膜式壁受热 面的磨损,炉膛上部灰浓度较低,因此选取适当高一点的烟气流速也不会出现磨损问题。我公司已经改造投运的100余台锅炉长期运行实践证明,无一台锅炉出现 炉膛受热面磨损爆管事故,效果理想。 (2)采用内置水冷上排气高温旋风分离器,分离效率高、分离器阻力低,运行稳定可靠A、 采用内置方形分离器结构形式,分离器、料腿与锅炉为一个整体,锅炉结构布置紧凑,占地面积小,可以在不提高汽包的情况下充分利用锅炉原有构架及空间,把高 速床无法利用的炉膛与分离器之间的空间充分利用起来,提高炉膛的有效容积,使分离器不能分离的煤粉颗粒通过炉膛时一次性燃烧完全,提高锅炉热效率及运行的 经济性。
B、采用水冷上排气旋风分离器,是当今循环流化床锅炉的先进分离器形式,属第三代分离器技术,易于大型化,分离效率高,分离效率达到99%以上,保证除尘灰中粒径小于80μm的细灰份额大于80%。
C、分离器采用水冷结构,分离器既是锅炉蒸发受热面的一部分,同时又保护分离器免受高温烟气烧坏,与绝热型旋风分离器相比,使用寿命及检修周期都大大延长,是当今最为先进的分离器。
D、分离器灰斗及料腿为全水冷形式,可将分离下来的飞灰适当冷却,避免飞灰重燃结焦,堵塞返料管,提高锅炉运行的稳定性。
E、由于炉膛、分离器、料腿为一个整体且同为水冷结构,膨胀系数一致,它们之间的连接不需要设置高温膨胀节,没有绝热分离器膨胀节损坏泄露的问题。
F、分离器阻力低、分离效率高
通过对分离器结构的优化设计,分离器阻力较传统高温旋风分离器大为降低但分离效率不降低,热态运行阻力约为400Pa—700Pa,传统高温旋风分离器典型热态运行阻力为980Pa—1960Pa,系统阻力降低减少了引风机运行电耗,提高了锅炉运行的经济性。 (3)分离器置于过热器、省煤器前,分离、返料温度高,过热器、省煤器不在灰循环回路中,磨损大为减轻 采用水冷高温旋风分离器,分离器置于过热器、省煤器前,分离温度高达950℃,返料温度高达850—950℃,物料返回炉膛后重燃条件好,有利于飞灰的燃 尽。同时由于对烟气中的飞灰进行了分离,使进入过热器、省煤器的烟气含尘浓度大为降低,飞灰粒径细化,大大减轻了过热器、省煤器的磨损,过热器、省煤器无 需喷涂防磨。 (4)采用带横埋管、炉膛全膜式壁悬吊结构布置方式,负荷稳定 由于埋管受热面的吸热量占整个蒸发吸热量的40%,负荷一般都能保证,并有一定的超负荷能力。埋管属于沉浸受热面,受到高浓度高温床料的激烈冲刷,集对流 传热和辐射传热于一体,传热系数高达炉膛水冷受热面的2—3倍,且炉膛容积较大,炉膛蒸发受热面有富余,因此在炉膛稀相区下部敷设部分卫燃带来调整炉膛出 口温度。同时,炉膛稀相区下部灰浓度较高内循环强烈,卫燃带还可防止高浓度灰对膜式壁受热面产生磨损。当运行煤种或入炉煤粒度出现出现较大变化时,可以通 过调整卫燃带的面积方便的调整炉膛出口温度。 (5)采用自平衡型U型阀返料器 U型阀返料器具有自我调整,自我平衡能力,当入炉煤煤种、粒度产生变化或变负荷时,U型阀返料器能自动平衡返料量的变化,无需人为调整,返料顺畅,稳定可靠,是当今循环流化床锅炉应用最广泛的返料器。 (6)采用自流式风力给煤装置 本给煤装置经过长期运行,运行良好,在水分合适的情况下不堵塞。给料口有两股不同方向的播料风口。一股水平,另一股向上15°角。可根据燃料粒度、水分的不同调节二股风的风量,使燃料均匀播撒入床,并可对燃烧份额及过热汽温作少量调节,有效改善给料口附近氧情况。 2、提高热效率的措施 提高锅炉热效率的途径有三:一是提高锅炉的有效容积,二是提高分离器的分离效率,三是提高分离返料温度。 (1)提高锅炉有效容积 将锅炉后墙后移,采用高低混合流速结构,增大了炉膛的容积,炉内受热面通过卫燃带调节,使各部位的温差控制在50度以内,整个炉膛温度都在900℃以上,整个容积都是有效容积,总有效容积可以达到435m3,吨气有效容积5.8m3,按900℃计算,烟气停留时间提高到4.1s,使分离器不能分离的粒径小于80μm煤粉颗粒通过炉膛时一次性燃烧完全,有效降低了飞灰的含碳量。 (2)提高分离器的分离效率和分离返料温度 通过对分离器设计进行优化设计,分离器阻力降为400Pa—700Pa,分离效率高达99%以上,分离温度高达950℃以上。旋转烟气的扰动打破了灰包碳 结构,烟气与循环灰强烈的混合使分离内燃烧在较低氧浓度的情况下也十分强烈,促进飞灰的燃尽,降低飞灰的含碳量。又是高温返料,返料温度高达850— 950℃,有利于飞灰燃烬。循环倍率为5-7,热效率高达90%以上,飞灰含碳量可降至5%以下。 3、提高负荷的措施 本方案采用高低混合流速循环流化床专利技术,下部布置有埋管,埋管的吸热量是整个蒸发吸热量的40%以上,所以在燃用低热值燃料时,也可使锅炉的出力能够 达到满负荷,并有一定的超负荷能力。在入炉煤低位发热量比设计煤种低位发热量下降500Kcal/kg,上浮1500Kcal/kg的范围内,都可以保证 锅炉负荷在75T/H经济稳定运行,各参数符合运行要求,并保证有10%以上的超负荷能力。 4、防磨措施 (1)埋管 埋管最低点位置选择合理为450mm,穿过埋管的烟气流速低,不超过5.5m/s,加之埋管采用不锈钢防磨鳍片,使用寿命长,燃用4000Kcal/kg的烟煤,埋管寿命可达4年以上。 (2)炉膛、分离器 炉膛密相区、分离器入口、分离器内壁、料腿、返料器、分离器出口均采用钢玉耐磨浇注料或可塑料,炉膛稀相区卫燃带采用高强耐磨防磨浇注料。传统循环流化床 锅炉的分离器是磨损最为严重的部位,短的不到一个月便无法运行,采用本方案设计的锅炉在运行半年及一年后停炉检查,刚玉耐磨浇注料、可塑料完好无损,施工 时模板间的浇注料漏浆印记仍在,未发现有磨损的迹象。 (3)过热器、省煤器 由于过热器、省煤器前布置高温分离器,过热器、省煤器入口烟气浓度大为降低且粒径细化,这样大大减少了烟气中飞灰颗粒对过热器、省煤器的冲刷、磨损。并且 过热器、省煤器迎风面及弯头均焊有防磨片或防磨瓦,这样过热器、省煤器寿命就大大延长,过热器寿命可大于10年、省煤器寿命可大于5年。采用本方案设计的 锅炉在运行半年及一年后停炉检查,受热面及防磨瓦完好,未发现有磨损的迹象。过热器、省煤器等受热面根本不需要喷涂防磨。 (4)空气预热器 空气预热器进口装有防磨套管,防磨套管磨损后只需更换防磨套管即可。 五、改造后锅炉技术性能参数 1、蒸发量:75t/h 2、蒸汽压力:3.82Mpa 3、蒸汽温度:450℃ 4、给水温度:105℃ 5、排烟温度:≤150℃ 6、负荷调节范围:50~110% 7、设计热效率: 92%,保证热效率≥90% 8、灰渣中的可燃物:≤1.5% 9、飞灰中的可燃物:≤5%10、设计煤种:Ⅱ类烟煤【低位发热量18090kJ/kg
(4321Kcal/kg)】
可燃用煤种:烟煤(低位发热量3800—5800Kcal/kg) 11、烟气林格曼黑度:<1级 12、锅炉排烟原始含尘浓度:≤15g/Nm3
六、改造内容、范围
1、改造内容: a、锅炉的高度不变、宽度、深度、尾部竖井尺寸不变,汽包位置不变。 b、厂房、主体基础不变,钢架、楼梯平台适当改造。 c、取消一组空气预热器,省煤器位置下移,增加一组省煤器受热面,将高温过热器移至竖井烟道。 d、炉膛膜式壁受热面全部更新,炉膛后墙膜式壁弯曲构成高低混合流速,即炉膛下部截面积大,上部截面积小。后部为内置水冷旋风上排气分离器,后部上方布布置2个用耐温耐磨材料做成的出烟管,烟气经出烟管后,经过水平的烟道进入竖井烟道。 e、炉膛、分离器采用全膜式壁管上炉墙结构,保温层外层采用彩钢板或镀锌铁皮;尾部竖井烟道采用轻型炉墙结构,保温层外焊有金属护板,密封性能好。 f、布置横埋管,采用360°全防磨结构,迎风面采用耐热不锈钢防磨鳍片,背风面采用碳钢防磨鳍片。 g、采用炉前三点给煤系统,原有两台皮带给煤机利旧改造,新增一台皮带给煤机,改造原有钢制煤仓。 h、更换鼓风机、引风机利旧,烟道作适当调整。 i、更新等压风箱、布风板、风帽、分离回送系统,风道更新。 j、炉前给煤,炉前点火,木炭床上点火,可预留床上油点火系统。 k、布风板标高不变,新增炉前点火平台。 l、电器仪表系统利旧改造。 m、炉膛膜式壁、过热器、省煤器、空气预热器全部更新,阀门部分更新。减温器利旧改造,下降管改造更新,排污系统改造更新,给水系统。 n、根据用户需求也可选装床下油点火系统和滚筒式冷渣机。
2、结构设计 (1)锅炉外形尺寸 锅炉钢架高度为29600mm,钢架中心线宽度6800 mm,钢架中心线深度14515 mm,保持与原锅炉相同,锅炉外形尺寸保持与原锅炉相同。 (2)汽包高度 汽包高度为27230 mm,在原锅炉位置不动。 (3)流化床燃烧系统 A、本锅炉流化床燃烧系统设计采用低速流化态燃烧系统,热态流化速度在4.2m/s左右,略低于高速床流化速度,但高于传统低速床。 B、布风板采用δ=20mmQ235-A钢板制造,布风板宽度方向为4928 mm,布置节距77mm风帽64排,深度方向为3696,布置节距77mm风帽48排,布风板有效面积为18.2m2,风帽共3048个。 C、锅炉总送风量为76197Nm3/h,其中一次风份额为80%,即60958 Nm3/h送入流化床燃烧系统,二次风份额为20%,通过二次风系统从流化床燃烧系统稀相区与密相区的交界处送入炉膛。本锅炉不设计二次风专用风机,二次风从一次风热风道接出。 D、前墙给煤,共设三个给煤口,沿前墙均匀分布。 E、共设六个Φ133排渣口,靠炉前方向三个,为事故放渣口,靠炉后方向三个,为正常排渣口。炉前给煤,炉后方向排渣,密相区粗颗粒在炉内停留时间长,有利于充分燃烧,降低炉渣含碳量。 F、流化床四周靠墙部位及排渣口周围布置八孔风帽,其余位置布置六孔风帽。 G、流化床燃烧系统为悬吊结构布置,布风板悬吊于四周膜式壁上,热态运行时与炉膛膜式壁受热面一同向下膨胀。 (4)埋管受热面 A、埋管采用顺列布置,沿高度方向共四层。 B、埋管最下面一层采用Φ51×7厚壁管,上面三层采用Φ51×5厚壁管,材质为20GB3087。 C、合理选择穿过埋管的烟气流速不超过5.5m/s,同时在埋管的迎风面焊接四片耐热不锈钢防磨鳍片,在埋管背风面焊接四片碳钢防磨鳍片进行防磨,可保证埋管整体使用寿命不小于四年。 (5)炉膛受热面布置 A、炉膛设计为全膜式壁结构,漏风系数小,密封性能好。 B、埋管上集箱就是炉膛前墙下集箱,炉膛前墙垂直向上接前墙上集箱,悬吊于锅炉顶部钢架上。炉膛前墙位置保持与原锅炉炉膛前墙位置相同。 C、炉膛侧墙垂直向上接侧墙上集箱,悬吊于锅炉顶部钢架上。炉膛侧墙宽度保持与原锅炉炉膛宽度相同为7270 mm。 D、炉膛后墙悬吊于锅炉顶部钢架上,向下延伸并向炉后方向弯曲,构成高低混合流速燃烧系统,即下部为低流速,上部为高速。E、炉膛后墙也是水冷分离器的前墙,炉膛与水冷分离器紧密结合在一起。
(6)水冷分离器系统、返料系统
A、共设置两个直径Φ2635的水冷高温分离器。 B、水冷分离器内壁密焊销钉,敷设一薄层刚玉质耐磨浇注料进行防磨。刚 玉浇注料敷设层较薄,又受到分离器受热面的冷却,工作温度低、强度高、抗热震能力强。与采用同样材质的绝热型分离器相比,锅炉起停速度可提高一倍以上,使 用寿命延长2—3倍以上,设计整体使用寿命不低于10年。 C、分离器及料腿均为水冷结构,烟气及循环物料在其中会有适当的降温,返料温度在850℃—950℃之间,不会造成返料结焦事故。 D、分离器前墙(炉膛后墙)、分离器侧墙、分离器中隔墙、均通过其上集箱悬吊于锅炉顶部钢架上,分离器后墙通过弹簧吊架悬吊于尾部钢架上。 E、与炉膛受热面紧密结合在一起,同为水冷结构,膨胀方向及膨胀系数一致,因此不设置高温膨胀节,避免了高温膨胀节的损坏泄露事故。 F、分离器内部结构采用特殊结构优化设计,运行阻力不大于700Pa,分离效率达到99%以上,分离性能不低于传统圆形分离器,保证分离器出口飞灰粒径小于80μm的份额不小于80%,与煤粉炉相当,但灰量小于煤粉炉,减轻尾部受热面的磨损。 G、返料系统采用U型阀返料器,布置在分离器料腿下部,是自平衡型返料器,当循环物料量出现变化时,能自动调整适应返料量的变化,不需人为调节。 H、返料器风室分为返料风室和松动风室,可独立各自调节至合适开度。返料风取自锅炉一次风系统,不设返料专用风机,故障点少。 I、返料器结构经优化设计,返料顺畅,返料阻力小,动力消耗低。 (7)过热器 A、过热器布置于水冷高温分离器之后,采用悬吊结构布置于尾部烟道的上部。 B、过热器低温段采用20GB3087Φ38×3.5钢管制造,高温段采用12Cr1MoVGB5310Φ42×3钢管制造。 C、高温过热器烟气流速选择在8m/s左右,低温过热器烟气流速选择在10m/s左右。因分离器分离效率高,尾部飞灰粒径细化,流速过低极易出现积灰问题,所以采用适当高一点的流速,既不会出现过热器的磨损问题,也不会出现烟气流速过低带来过热器积灰问题。 D、过热器进口前三排管子,出口前两排管子、弯头、悬吊掉管采用耐热不锈钢防磨瓦防磨,防磨瓦采用抱箍结构,与管子不满焊,防止膨胀系数不一致拉裂管子,仅点焊一点定位防翻转。 E、减温器采用喷水减温器,布置于锅炉后部高温过热器与低温过热器之间,采用锅炉给水(一级除盐水)作为减温水。 F、过热器使用寿命不低于十年。 (8)省煤器 A、省煤器布置于过热器之后尾部烟道中,采用支撑结构布置于省煤器支撑钢梁上,重量传递到尾部钢架上。支撑钢梁采用自然冷却通风梁,并用耐火浇注料层保护。B、省煤器采用20GB3087Φ32×4制造。
C、省煤器进口前三排管子,出口前两排管子、弯头管采用16Mn防磨瓦防磨,防磨瓦采用抱箍结构,与管子不满焊,防止膨胀系数不一致拉裂管子,仅点焊一点定位防翻转。
D、高温省煤器烟气流速选择在7.5m/s左右,低温省煤器烟气流速选择在7m/s左右。因分离器分离效率高,尾部飞灰粒径细化,流速过低极易出现积灰问题,所以采用适当高一点的流速,既不会出现省煤器的磨损问题,也不会出现烟气流速过低带来省煤器积灰问题。 (9)空气预热器 A、空气预热器采用20#Φ40×1.5焊接钢管制造。 B、空气预热器入口设200mm长防磨套管,可有效防止空气预热器的磨损。防磨套管磨损后只需更换防磨套管即可。C、空气预热器烟气侧流速采用10—11m/s。
3、改为高低混合流速循环流化床锅炉的工作范围
汽水系统自给水操作平台一次阀门开始至排污母管截止; 烟风系统自鼓风机开始至空气预热器出口烟道3m内截止(含引
风机);
给煤系统自给煤机前钢制煤斗开始至炉膛给煤口截止。
| 序号 | 名称 | 规格型号 | 材质 | 改造方式 | 备注 |
|---|---|---|---|---|---|
| 一、 | 锅炉本体 | ||||
| (一) | 锅筒及内部装置 、阀门、仪表 | 利旧 | |||
| (二) | 排汽阀、主蒸汽管道系统 | 利旧改造 | |||
| (三) | 原钢架楼梯架 | 利旧改造 | |||
| (四) | 炉膛水冷壁 | 20GB3087 | 更新 | ||
| 下降管 | 20GB3087 | 改造更新 | |||
| 埋管 | Φ51×5、Φ51×7 | 20GB3087 | 更新 | ||
| (五) | 低温过热器 | Φ38×3.5 | 20GB3087 | 更新 | |
| 高温过热器 | Φ42×3 | 12Cr1MoV | 更新 | ||
| 减温器 | 混合式减温器 | 利旧改造 | |||
| (六) | 省煤器 | Φ32×4 | 20GB3087 | 更新 | |
| (七) | 空预器 | Φ50×1.5 | 20# | 更新 | |
| (八) | 排污系统(含阀门) | 改造更新 | |||
| (九) | 给水系统(含阀门) | 利旧改造 | |||
| 二 | 基础炉墙 | ||||
| (一) | 基础 | 利旧 | |||
| (二) | 炉墙 | ||||
| 1 | 炉膛炉墙 | 管上炉墙 | 更新 | ||
| 密相区 | 刚玉耐磨浇注料 | ||||
| 稀相区 | 高强耐磨浇注料 | ||||
| 2 | 分离器、返料器 | 刚玉耐磨浇注料、 刚玉耐磨可塑料 |
更新 | ||
| 3 | 尾部竖井炉墙 | 重型炉墙 | 更新 | ||
| 4 | 炉顶 | 高铝质耐火浇注料 | 更新 | ||
| (三) | 锅炉、本体管道保温 | 岩棉主材,保护层为彩钢板或镀锌板 | 更新 | ||
| 三 | 辅机、电气、仪表 | ||||
| (一) | 鼓风机及电机 | 更新 | |||
| 执行器 | 利旧 | ||||
| (二) | 引风机及电机 | 利旧 | |||
| 执行器 | 利旧 | ||||
| (三) | 仪表、电器 | 利旧改造 | |||
| (四) | 高温水冷旋风分离器及回送系统 | 更新 | |||
| (五) | 布风板3块 | 更新 | |||
| (六) | 风帽 | RQTSi-5.5 | 更新 | ||
| (七) | 等压风箱 | 更新 | |||
| (八) | 风道 | 钢板δ=5mm | Q235-A | 更新 | |
| (九) | 烟道 | 钢板δ=5mm | Q235-A | 利旧改造 | |
| (十) | 给煤机3台 | 新增1台 | |||
| 原煤斗 | 利旧改造 | ||||
| 水泥斗 | 利旧 | ||||
| 钢煤斗 | 钢板δ=5 | Q235 | 利旧改造 | ||
| (十一) | 破碎筛分系统 | 利旧 |
| 序号 | 项 目 | 天 数 | 备注 |
| 1 | 设计 | 25 | |
| 2 | 材料准备 | 30 | 与项目1存在交叉 |
| 3 | 拆炉 | 20 | 与项目1存在交叉 |
| 4 | 安装 | 55 | |
| 5 | 筑炉 | 35 | |
| 6 | 保温 | 15 | 与项目7存在交叉施工 |
| 7 | 烘炉、煮炉 | 15 | |
| 8 | 点火调试 | 10 | |
| 合计 | 205 |
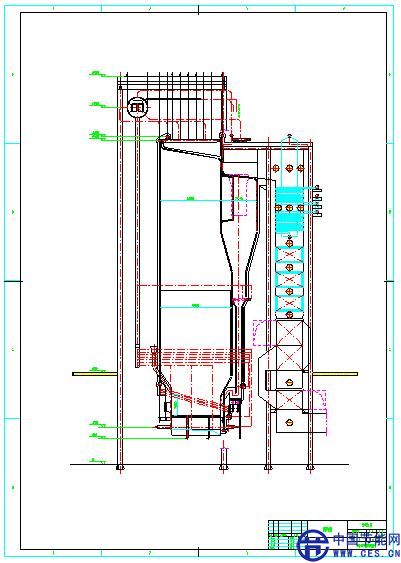
八、方案图