我国铝土矿高铝、高硅、低铁的特点,决定了烧结法氧化铝生产工艺在我国有着非常重要的地位,特别是随着高品位铝土矿的日益匮乏,烧结法处理低品位铝土矿的优越性日益凸显出来。而烧结法存在生产工艺流程复杂、工艺能耗高等不利因素,尤其是湿法系统的结垢问题,极大地加重了清理检修作业工作量,成为安全生产的制约因素。
脱硅器的清理方法
在湿法系统的脱硅环节,溶液流经的每一根管道、每一个器壁和罐体都极易结垢。各个氧化铝生产企业都在积极探索如何减轻脱硅系统的结垢量和清理脱硅器结垢的有效方法。
中国铝业中州分公司采用的就是烧结法生产氧化铝。脱硅器是湿法系统的关键设备之一,属于密闭性的压力容器。中州分公司氧化铝年产量从最初的20万t逐年递增,提升到现在年产80万t的生产能力,而脱硅器则仅在最初的4组直接加热脱硅器的基础上,增加了2组间接加热脱硅器,产量大幅度提高,清理作业也日渐频繁。时间紧,工作量大,脱硅系统面临的压力愈来愈大。如何采用行之有效的方法安全清理脱硅器,中州分公司在十几年的生产实践中,进行了积极的探索。
中州分公司目前运用的直接加热脱硅器和间接加热脱硅器规格分别为2.6m×9.5m和 2.8m×12m,平均2个月就要清理一组,一般是5-7个脱硅罐,其结垢具有质密、厚度均匀等显著特点。常用的脱硅器清理方法有以下3种。
1.人工清理法
人工清理,就是在脱硅罐体内搭架子,然后人工用大锤等器具击打器壁,使结垢脱落。人工法清理结垢较为彻底,但作业时间长,严重影响大液量生产的组织。尤其是清理罐体上部的结垢时,一般都在十几米的高空作业,极易造成人员伤害。
2.爆破清理法
利用炸药爆破原理清理结垢,对罐体内厚结垢非常有效,但对目前中州分公司脱硅器质密、均匀的结垢不适用,且爆破需要有专门的爆破作业人员,爆破作业杀伤力大,对脱硅器损伤比较大。
3.火烧清理法
火烧清理法对密闭性容器的清理非常有效,它清理速度快,而且效果好。不足之处就是要有一套独立的火烧清理系统流程,且对操作人员技能要求比较高。
火烧法清理的安全要求
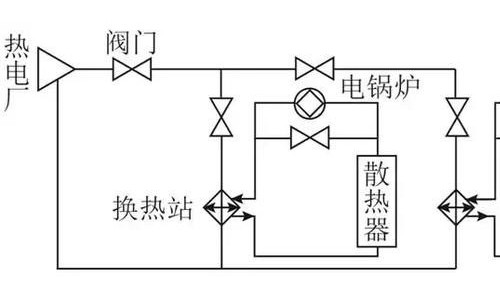
目前中州分公司采用的就是火烧法清理脱硅器。火烧法清理的工作原理为:利用钠硅渣和钢材质的膨胀系数不同,对脱硅内进行加热后,钠硅渣在膨胀过程中产生应力,在应力的作用下,使结垢破裂脱落。
具体做法是:将重油罐内的重油与一定比例的柴油和煤油配制好后注入油槽,然后通入蒸汽,当加热到一定温度后,开启油泵,将加热后的重油输入循环管路,进入油枪,借助风压对油雾化后,用乙炔助燃使得重油充分燃烧,并开始对脱硅器进行加热,钠硅渣在应力作用下开始脱落。
火烧法清理脱硅器虽具有效率高、清理结垢彻底等优点,但火烧清理系统流程却对操作人员技能和作业程序提出了较高的要求。在具体操作中,由于需要动用明火,使用乙炔等高危物品,极易发生回火、烧伤或乙炔爆炸等事故,因此,进行脱硅器的清理作业,需要特别注意以下安全注意事项。
1.作业前的准备
(1)严格执行清检四制(工作票制、挂牌制、监护制、确认制),落实好工作票制。待机内物料出空、压力减为零后,要放置24h以上。确保冷却降温后,联系相关人员,进行停电,制订清理检修预案,开展危险预知活动,并明确责任人,落实好监护人,并在现场设置醒目的警戒线。
(2)充分熟悉作业现场环境,找好安全通道。
(3)熟悉作业程序,包括开车、点火到停车的每一个过程步骤。
(4)充分熟悉各技术参数,必须熟练掌握油泵出口压力、乙炔气瓶表压和重油的配制比例。
(5)现场需要配备足够的灭火器用具。
2.作业过程的控制
油泵处应专设1人负责重油的配制,观察重油的温升(一般重油槽壁上都设置有测温孔)和油泵操作;乙炔瓶处设1人负责乙炔的供应,关键是压力的控制;看火处设2人(且只能为2人),负责油枪的操作和检查火焰的燃烧情况。
3.作业过程的安全监控
清理作业过程的关键是防止回火。回火是火烧法清理中最易出现的重大安全隐患。为了有效地防止回火,所清理的罐体内必须做到排风畅通,使得燃烧产生的有害气体及时排出;刚开始调整火焰时,火焰不能过大,避免造成二次空气过多,燃烧不完全;操作人员调节风门时,开关速度要缓慢,进行微调,避免风压波动过大;油路要畅通,要提前对输油管路进行检查,在油路小循环畅通的前提下,再打开大循环阀门,并控制好油压;对重油的配制比例要调控好,以免重油稠度过大,油路不畅,造成供油不足;乙炔表压要稳定。
如果一旦发生回火,应立即先关闭油阀,再关闭风阀。特别要注意及时通知油泵工停下油泵的输送。在操作过程中,操作油枪的人员最好不要超过2人,以保证一旦发生回火现象,操作人员能够快速撤离。
清理作业中,还要注意结垢块飞溅伤人。在高温下,大量的结垢块脱落后,会以飞溅的形式从人孔处飞出伤人。看火时,要对火焰的燃烧情况及时进行分析,做到心中有数;要戴好防护面罩,或者用自制的探火镜(探火镜是中州企业员工自制的一种探火用具,在一根长长的环形杆上,绑上一面大大的镜子,将火焰的燃烧情况反射出来)观察火焰的燃烧程度,同时,还要注意工作服不能用化纤布等易燃面料。
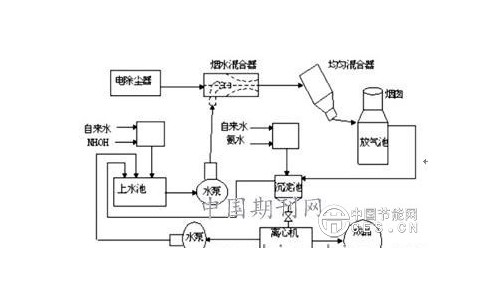
在火烧脱硅器清理的过程中,会产生大量的飞灰及部分未燃尽的燃料,形成浓烟,散发到大气中污染环境。这是因为重油燃烧不完全,产生大量的碳氢化合物。为减少污染,首先要控制好重油的配制比例,其次要在厂房顶部配置引风机,避免排出浓度过高的烟尘(烟尘排放量要符合排放标准及卫生标准的日平均量0.05mg/m3以下)。条件具备的话,可配备烟气除尘装置,将含尘浓度控制在200mg/m3以下。
焊接咬边是指由于焊接参数选择不恰当,或操作方法不正确,沿焊趾的母材部位产生沟槽或缺陷,它是由于焊接时由于熔敷金属未完全覆盖在母材的已熔化部分,在焊趾处产生的低于母材表面的沟槽。是焊接电弧把焊件边缘熔化后,没有得到焊条熔化金属的补充所留下的缺口。
危害:超出焊接工艺质量标准要求的咬边将削弱接头强度,导致结构件的破坏。
产生原因:电弧热量太高,即焊接电流太大以及运条速度不当。在角焊时,经常由于焊条角度或电弧长度不当而造成咬边。
防止措施:选择适当电流,保持运条均匀,角焊时,焊条采用合适的角度并保持一定的电弧长度(电弧过长易咬边)。