
1 球磨机设备综述
1.1 基础材料产业现状
1.2 磨矿机概述
1.2.1 磨矿机机理与分类
1.2.2 溢流型球磨机与格子型球磨机构成
2 滑动轴承球磨机分析
2.1 轴承易烧损
2.2 电机易烧损
3.滚动轴承应用
3.1 摩擦功耗分析
3.2 作业环境分析
3.3 轴承寿命计算
4 球磨机的改造设计
4.1 进料端盖和进料口的设计
4.2 出料端盖和出料口的设计
4.3 轴承部的设计
5 改造后的期望效果
6 此项技术改造存在的问题
7 结束语
前言
随着我国国民经济的迅猛发展,钢材、有色金属和水泥等基础性结构材料的消耗大幅攀升,2003 年中国的钢产量首次突破 2 亿吨,连续八年钢产量居世界第一位。急剧增长的消费刺激了钢材、有色金属等大宗材料的生产设备迅速发展,以稳产高效、节能降耗为基础,对现有选矿设备进行革新改造在各企业得到广泛重视,并得到迅猛发展。
玉溪大红山铁矿是在建特大型采、选、管道运输联合企业,设计最终生产规模为800万t/a,采用高分段的无底柱分段崩落法井下开采,自磨-弱磁-强磁的选别流程,采用先进工艺和高效设备,提高效益,通过改革用工制度,改革经营管理模式等方面贯彻新模式办矿方针,其生产规模、采矿强度及效率、选矿技术指标等都将处于我国黑色矿山的前列。
在选矿生产中,球磨是整个选矿工艺流程的最关键环节,磨矿作业在选矿厂的基建投资和生产费用中占较大比重。同时,磨矿也是整个选矿厂的“瓶颈”作业环节,直接关系到选矿生产的处理能力、磨矿质量,对整个选矿厂的经济技术指标有重大影响。选矿业的大发展,刺激了球磨机制造技术的发展创新,各种球磨机应用技术研究在生产实践中得到迅速深化,球磨机进一步向大型化、高自动化、低能耗方向发展。
在国际上大中型球磨机制造方面,采用滚动轴承替代滑动轴承成为一种趋势。随着我国制造业的迅速发展,滚动轴承制造水平日新月异,为在球磨机上使用滚动轴承替代传统的滑动轴承创造了条件。
资源是国民经济发展的支柱,然而随着我国经济的快速发展,资源紧缺问题日趋严重,资源的相对不足已成为制约我国经济发展的一大隐患,经济快速发展与资源相对紧缺的矛盾日益凸显出来。
节能降耗,减污增效是我国企业的发展方针,坚持开发与节约并举,节能优先,效率为本的原则,为国家节约能源,为企业创造效益。本着以上原则对大红山铁矿(昆钢玉溪大红山矿业有限公司) 4.8×7m溢流型球磨机和2721格子型球磨机进行了节能技术改造分析。
本课题研究目的是通过在球磨机上应用国产滚动轴承替代传统的滑动轴承,进一步提升球磨机作为选矿主体设备的应用水平,推动滚动轴承式球磨机在黑色冶金矿山选矿行业、水泥行业、有色金属选矿业的应用,促进整个磨机制造业的整体进步,为进一步降低能耗,提高企业整体经济效益发挥作用。
1.球磨机设备综述
1.1基础材料产业现状
钢材、有色金属和水泥等是国民经济最重要的基础结构材料,也是使用量最多的功能性材料。改革开放以来,随着我国国民经济的迅速发展,钢材、有色金属和水泥等材料消耗量大幅攀升。1999 年,我国生产的钢材、有色金属和水泥等三种大宗材料产量分别为 1.2395 亿吨、699.7 万吨、5.27 亿吨,而到了 2003 年,上述三种大宗材料的产量已经分别达到 2.4119 亿吨、1205 万吨、8.62 亿吨。特别是 2003 年中国的钢产量首次突破 2 亿吨,连续第八年钢产量居世界第一位,也成为全球第一个年产钢量突破 2 亿吨的国家。2003 年,中国粗钢产量超过了日本和美国粗钢之和。
世界都在关注中国难以置信的钢铁产量,中国钢铁行业乃至整个社会都在思考,作为一个人均占有资源极为匮乏的发展中国家,工业如何平衡、和谐发展至关重要,我国最终确立了建设节约型社会的发展纲领。整个社会各行各业都在围绕节约能源、提高综合经济效益而努力。
按照科学发展观和走新型工业化道路的要求,钢铁材料产业的发展方向是:“提高质量,
发展品种,节约资源,环境协调,降低成本”。新一代钢铁制造流程目标确定为:发展绿色、高效(即节能)的冶金制造技术。作为钢铁行业的基础产业的选矿业,随着钢铁产业的膨胀也得到迅速提升。在选矿生产中,球磨作业是整个选矿生产工艺流程的最关键环节,发挥着承上启下的作用。
磨矿作业在选矿厂基建投资和生产费用(主要是电耗、钢耗)中占较大比重,也是整个选矿厂的“瓶颈”作业环境,直接关系到选矿生产的处理能力、磨矿产品质量,对后续作业指标乃至整个选矿厂的经济指标产生重大影响。
钢铁的急剧发展,激发了作为钢铁产业基础的选矿业的大发展,进一步刺激了球磨机制造技术的发展创新。各种球磨机应用技术研究在生产实践中得到迅速深化,球磨机进一步向大型化、高自动化、低能耗方向发展。
1.2磨矿机概述
1.2.1 磨矿机机理与分类
矿石的磨碎是在磨矿机机体中进行的,圆筒形磨矿机有一个空心圆筒,圆筒两端是带端盖的空心轴颈,轴颈支承在轴承上。圆筒内装有各种破碎介质,如钢球、铁球、钢棒或砾石等,当圆筒绕水平轴线按照规定的转速回转时,装在筒内的破碎介质和矿石在离心力和摩擦力的作用下,随着筒体运动到一定高度,当磨矿介质的自身重力大于离心力时,脱离筒体内壁抛射下落,产生冲击而击碎矿石。同时,磨矿机在运转过程中,筒内磨矿介质相互间有滑动,对矿石也有一定研磨作用,所以矿石的磨碎主要靠破碎介质落下时的冲击力和运动时产生的研磨作用。
矿石由圆筒一端的空心轴颈不断给入,而磨碎以后的产品经过圆筒另一端的空心轴不断排出,筒内矿石的移动是利用不断加入矿石的压力来实现的。湿磨时,矿石被水流带走,干磨时,矿石被抽出筒外的气流带走。
球磨机是钢材、有色金属和水泥等部门不可缺少的重要设备。从矿山开采的各种矿石需要达到单体分离,才能满足工业生产要求。要实现单体分离,就需要将开采的矿石进行破碎、磨碎,然后进行分选。在选矿工业中,矿物颗粒成细粒、微粒嵌布,要分离他们,必须磨细至 0.3-0 .1 毫米,有时甚至需要磨至 0.05-0.074 毫米以下才能实现单体分离,所以磨矿作业在选矿工业流程中占有重要位置。
磨矿机按照磨矿介质的不同可分为:球磨机(介质为钢球或铸铁球);棒磨机(介质为钢棒);砾磨机(介质多是磨圆的卵石子);自磨机 (被磨矿石作磨矿介质)。球磨机可以破碎各种硬度不同的矿石,其破碎比可以达到 200 以上。球磨机的给矿粒度一般不大于 65 毫米,最适宜的粒度为 6 毫米以下,产品粒度在 15-0.075 毫米之间。棒磨机用在矿石成粗粒嵌布的钨矿、锡矿的磨矿处理上,也可用在球磨机前作粗磨,其给矿粒度一般不超过 20-25 毫米,产品粒度多在 3 毫米以下。目前,国内选矿工业中,球磨机是使用最为广泛的磨矿设备。
按照筒体的形状,磨矿机又可分为圆锥形和圆筒形两种,而圆筒形磨矿机又可分为短筒型和管型。短筒型球磨机的筒体长度一般小于等于两倍的筒体直径,管型的磨矿机的长度则不小于筒体直径的 3 倍。管型磨矿机主要用于水泥工业,短筒圆锥形主要用于有色金属矿石与黑色金属矿石的粗磨、细磨作业。
按照排矿方式的不同,磨矿机可分为中心排矿和格子排矿两种。中心排矿式磨机的磨
矿产品是经过磨矿机排矿端的中空轴颈自由溢流,为此筒内矿浆水平必须高于排矿轴颈最低母线的水平,这种磨矿机又叫溢流型磨矿机。格子排矿式磨机是在筒体排矿端安装有排矿格子,磨矿产品经过格子板的空隙排出,这种磨矿机又叫格子型磨机,多用在磨矿产品细而均匀的场合。
按照筒体支撑方式的不同,磨机分为轴承支承、托辊支承、轴承和托辊混合支承。轴承支承被广泛采用在各种磨机生产中。
按照筒体传动方式分为:周边齿轮传动、摩擦传动及中央传动三种。短筒型和锥形球磨机、自磨机广泛采用周边齿轮传动,管型棒磨机多用中心传动。
1.2.2溢流型球磨机与格子型球磨机构成
溢流型球磨机与格子型球磨机主要由进料部、出料部、筒体部、轴承部、传动部、润滑系统等构成。大红山矿使用的有4.8×7m溢流型球磨机, 传动形式均为边缘传动。为湿式溢流型球磨机,2721 为湿式格子型球磨机。传动部和轴承部可互换,轴承部所用轴承均为滑动轴承,采用稀油站润滑。
4870湿式溢流型球磨机筒体直径为 4.8m,长7m。这种磨机在粉磨时,磨矿产品经排矿端的中空轴径自由溢流而出,出料口设计有反向螺纹,大颗粒返回磨机,小的颗粒流入筛子,筛下的物料流入磁选机,筛上物流入泵坑,由渣浆泵再抽送到 4870磨机中重新被磨碎。球磨机外型。
2721 为湿式格子型球磨机,筒体直径为 2.7m,长 2.1m。此类磨机磨矿产品经位于排矿端的格子板的孔隙排出后,再经中空轴径流出,由出料口流入筛子,筛下的物料流入磁选机,筛上物流入泵坑,由渣浆泵再抽送到 4870 磨机中重新被磨碎。此磨机在我矿用于一段。动力由 280KW 异步电动机带动减速机驱动,电压为 6000V。
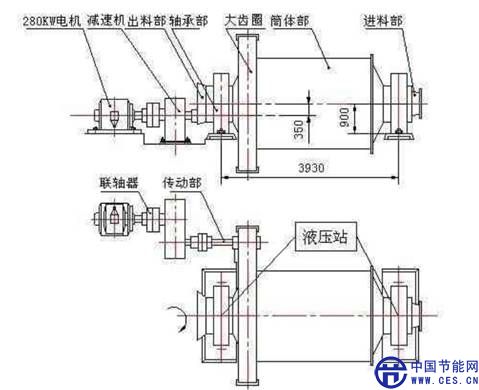
图1 球磨机外型如
2 滑动轴承球磨机分析
2.1轴承易烧损
球磨机作为一种重型机器,其主轴承支撑着整个回转部的重量,另外,轴承还承受研磨体及物料抛落而产生的冲击负荷。因此,主轴承球面瓦的烧损直接影响整台设备的正常运转,从而影响整个选矿生产线的运行。在实际生产中,滑动轴承的球面瓦经常发生抱瓦,最终造成重大损失。具体原因包括三个因素:
(1)轴瓦制造因素
轴瓦合金材质问题、铸造问题和加工质量缺陷,是导致轴瓦质量问题的主要原因之一。轴瓦成分不达标,合金组织不均匀,直接影响轴瓦性能。轴瓦合金和瓦座之间浇注质量差,合金与瓦体有脱壳现象,导致合金脱落;有气孔、裂纹、砂眼、夹渣、伤痕等缺陷,轴瓦尺寸精度不高,表面光洁度差等。要解决这些问题,就必须严格化验轴瓦合金的化学成分,要保证其不低于 GBII74《铸造合金》中的规定,轴瓦合金加工精度必须达到技术要求,加工后,要认真检测,通过小锤敲击合金表面,听其生音、感其弹力来鉴别是否有脱胎、夹层等现象。必要时可以通过局部铲、钻、刮进行简单探伤,以鉴别是否有有气孔、裂纹、砂眼、夹渣、表面组织偏析等铸造缺陷。因材质原因及铸造缺陷造成球面座的刚度不够,在主轴承承受重载荷时,球面座变形,将球面瓦“抱死”。如何保证球面座材质符合 JB/ ZQ40005 铸件通用技术要求,要保轴承座材质和合理的铸造工艺,避免出现铸造缺陷,是提高球面瓦运行质量的重要措施。
在制造球磨机过程中,中空轴的加工质量也直接影响球面轴瓦正常运转。因此,中空轴颈加工精度及表面粗糙度比较关键,要严格控制中空轴径的加工质量,使其具有较好的形位公差是极为重要的。
(2)设备安装因素
球磨机主轴承座水平标高误差及纵向、横向水平度超标,磨体运转受热膨胀伸长,使轴与轴瓦间隙变小,严重时把轴瓦推出球面接合面,使轴和轴瓦呈线性接触,接触应力急剧增加,磨损加速,此为滑动轴承烧损的另一原因。另外,当轴瓦与中空轴接触角过小或过大,以及接触点达不到要求,也可能造成上述后果。
针对上述原因,在安装时必须保证两主轴承座纵向中心线重合,控制不重合允差为 0.5mm,横向中心线平行,且只允许出料端低于进料端,控制在 0.5mm 以内,瓦口油偰尺寸应符合设计与安装要求,保证轴与轴瓦间形成油膜。要注意润滑系统的密封,避免侵入灰尘。
(3)操作因素
由于润滑油的粘度过低或油质不好,以及混入杂质或润滑油没有定期更换,也会导致轴瓦烧损。要解决这个问题,必须选择优质的润滑油。这样,可在摩擦表面间形成良好油膜,减小磨体对轴瓦的冲击,减小振动,降低摩擦阻力,降低功率消耗。因此,控制润滑油质量尤为重要。另外,轴瓦冷却系统水质存在问题也可造成轴瓦烧损。当冷却水质较差时,有泥沙集聚在瓦体内形成泥垢,使冷却水起不到应有冷却作用。要使用洁净的冷却水,不得使用未经处理的冷却水。在磨机的日常维护中,要确保润滑系统运行良好,避免造成供油减少或润滑中断,定期检修、维护,保证磨机工作在良好润滑状态下。
通过严格控制生产制造工艺和质量,精心安装,保证轴瓦间可靠形成油膜,并有完善的冷却系统、稀油润滑系统,加之科学的维护管理,可有效控制轴瓦烧损,从而使设备良好运行,但这些措施无法从根本上解决球磨机烧瓦问题。
2.2电击易烧损
交流电动机以结构简单、运行可靠、维护方便、价格便宜等特点,得到了广泛的应用。随着球磨机不断向大型化发展,电动机容量越来越大,也暴露出许多新问题,电机容易烧毁。分析原因,主要是滑动轴承的使用,摩擦阻力较大,电机启动电流过大,传统滑动轴承2700 X 3600球磨机通常使用40OkW同步电动机,经测量,当球磨机正常启动时,电机启动电流能够达到其额定电流的5-7倍,对供电设备要求较高,直接威胁设备安全。启动电流过大,正常驱动转矩却只有电机额定转矩的0.4-1.2倍,对于球磨机类启动转矩比较大的负载,为了能正常起动,必须增加电机容量,势必造成电机“大马拉小车”现象。



























